Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Основные положения по допускам размеров. Построение полей допусков
Лекция № 1
Взаимозаменяемость — свойство элементов конструкции, изготовленных с определённой точностью геометрических, механических, электрических и иных параметров, обеспечивать заданные эксплуатационные показатели вне зависимости от времени и места изготовления при сборке, ремонте и замене этих элементов.
Взаимозаменяемость облегчает процесс конструирования за счет возможности использования стандартных конструкторский решений и единых технических требований. Обеспечивается широкая специализация и кооперирование, за счёт специализации происходит удешевление производства. Плюсом является возможность поточного производства взаимозаменяемых деталей, упрощение процесса сборки при использовании взаимозаменяемых деталей и узлов, снижается требование к квалификации персонала.
Взаимозаменяемость обеспечивается единой системой допусков и посадок (ЕСДП).
Единая система допусков и посадок, сокращённо была введена в действие с 1-го января 1977 г.
Действующая в настоящее время система стандартов на допуски и посадки для гладких цилиндрических и плоских соединений разработана в соответствии с рекомендациями и положениями международной организации по стандартизации (ISO – International Organization for Standardization).
Единая система допусков и посадок оформлена в виде таблиц, в которых для номинальных размеров заданы научно обоснованные величины предельных отклонений для разных полей допусков отверстий и валов.
Основные понятия
В процессе конструирования деталей устанавливают наибольшие и наименьшие предельные размеры, обеспечивающие нормальное функционирование изделия, его безотказность и долговечность.
Основной расчетный размер (размер, который проставляется на чертеже детали) называется номинальным размером.
Номинальный размер (D, d) — размер, относительно которого определяются предельные размеры и который служит началом отсчета отклонений. При графическом изображении допусков и посадок номинальный размер соответствует нулевой линии.
Разность между наибольшим предельным (Dmax - для отверстий, d min - для вала) и номинальным размерами называется верхним отклонением (Es, es), а разность между наименьшим предельным (Dmin, dmin) и номинальным размерами — нижним отклонением (EI, ei).
Dmax - D = ES (для отверстий) Dmin -D = EI
dmax - d = es (для валов) dmin-d = ei
При простановке размеров на чертеже к номинальному размеру указывают допускаемые отклонения. Например, Ø : здесь 30 мм — номинальный размер, +0,2 — верхнее отклонение, —0,1 — нижнее отклонение. Следовательно, размер детали может быть в пределах от 29,9 мм (наименьший предельный размер) до 30,2 мм (наибольший предельный размер). В этом примере верхнее отклонение положительное, а нижнее отрицательное'. Но отклонения могут быть оба положительные Ø
: здесь 30 мм — номинальный размер, +0,2 — верхнее отклонение, —0,1 — нижнее отклонение. Следовательно, размер детали может быть в пределах от 29,9 мм (наименьший предельный размер) до 30,2 мм (наибольший предельный размер). В этом примере верхнее отклонение положительное, а нижнее отрицательное'. Но отклонения могут быть оба положительные Ø , оба отрицательные (Ø
, оба отрицательные (Ø ), одинаковые по абсолютной величине (Ø 30±0,008), или одно из них равно нулю (Ø 20+0,1).
), одинаковые по абсолютной величине (Ø 30±0,008), или одно из них равно нулю (Ø 20+0,1).
Разность между наибольшим и наименьшим предельным размерами называется допуском размера (TD - для отверстия, Td - для вала). Допуск определяет точность изготовления размера.
TD = Dmax - Dmin = ES – EI Td = dmax - dmin = es - ei
При графическом изображении допусков вводятся понятия нулевой линии и поля допусков ( см. рис 1).
Нулевая линия — это линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров (на рисунке—линия 0).
Поле допуска — поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно нулевой линии (номинального диаметра).
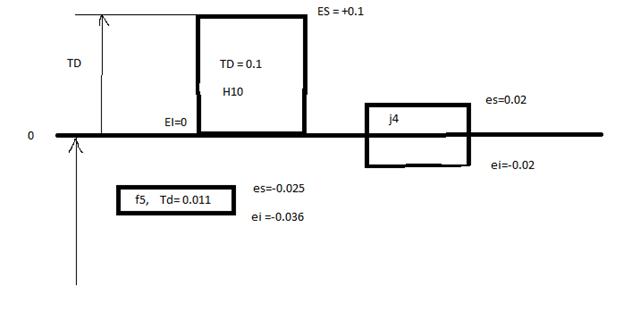
Рисунок 1 - Пример расположения полей допусков для отверстия и валов
диаметром 50 мм
Из рисунка 1 видно, что детали разного назначения могут изготавливать с разной точностью. Для нормирования требуемых уровней точности установлены квалитеты, изготовления деталей и изделий.
Квалитет - совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров
В ЕСПД (единая система полей и допусков) установлено 20 квалитетов: 0,1; 0; 1; 2 и т.д. до 18. Самые точные квалитеты 0,1 и 0. Наиболее применяемыми квалитетами являются с 5 по 17.
Допуски и отклонения установлены стандартами для разных квалитетов (т.е. точности изготовления) и определяются по специальным таблицам (см. распечатки).
Верхнее или нижнее отклонение, используемое для определения поля допуска относительно нулевой линии, называется основным отклонением. За основное принято ближайшее к нулевой линии отклонение.
ЕСДП СЭВ содержит 27 вариантов основных отклонений (положений полей допусков) для отверстий и столько же для валов (см рисунок 2). Поле допуска обозначается указанием буквы основного отклонения, изображенного на рисунке 2, и порядковым номером квалитета. Например, Н7, h6, js6, f6, F8. Положение поля допуска для отверстий обозначается прописными буквами латинского алфавита, а для валов — строчными.

Рисунок 2 - Схема расположения основных отклонений
Основным отклонением для отверстий от А до Н считается нижнее отклонение (EI), для отверстий от J до ZC — верхнее отклонение (ES). Для валов от а до h — верхнее отклонение (es), от j до zc — нижнее отклонение (ei).
Отверстие, нижнее отклонение которого равно нулю, называют основным и обозначают буквой Н. Вал, верхнее отклонение которого равно нулю, называют основным и обозначают буквой h.
Могут быть построены поля допусков в любом сочетании основного отклонения и квалитета. Но для практического применения отобрано только ограниченное количество полей допусков, достаточное для нужд производства изделий. ГОСТ 25347-89 устанавливает стандартный отбор полей допусков, рекомендуемых к применению (см распечатки), где жирной рамкой выделены поля допусков предпочтительного применения.
Предельные размеры на чертежах, кроме численных обозначений, могут быть указаны условным обозначением поля допуска и квалитета. Например, 40H7, где 40 — номинальный диаметр; Н — поле допуска отверстия; 7 — квалитет,
Конкретное численное значение предельных размеров определяют по специальным таблицам. В указанном примере верхнее отклонение равно +0,025, нижнее отклонение 0. Следовательно, наибольший предельный размер будет 40 + 0,025=40,025 мм, а наименьший — 40 мм.
| <== предыдущая страница | | | следующая страница ==> |
| Эталонный коэффициент общей ликвидности | | | Посадки и расчет их числовых характеристик |
Дата добавления: 2014-03-03; просмотров: 1088; Нарушение авторских прав

Мы поможем в написании ваших работ!