Главная страница Случайная лекция
Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика
Мы поможем в написании ваших работ!
Технология изготовления строганого шпона. Оборудование
Строганый шпон – тонкий слой древесины красивой текстуры и цвета. Чаще всего его используют как облицовочный материал в производстве мебели.
В качестве сырья для производства строганого шпона обычно используют породы с красивым цветом и текстурой. Это древесина тропических пород, а также пород, произрастающих на территории России. Большинство тропических пород, используемых в производстве строганого шпона, произрастает в Африке. В основном применяются: акажу (африканское махогони), сапели, сипо, косипо, тпама-эдинам, котибе, фрамире, дибету (африканский орех). Также применяются древесные породы Индии, Вьетнама, Лаоса. Из отечественного сырья используются: ясень, бук, дуб, клен, ильм, вяз, орех, каштан, чинара, бархат, берест, тополь, береза, ольха, груша, яблоня, черешня, лиственница и другие.
Строгание шпона, так же, как и лущение, представляет собой резание древесины поперек волокон. Принципиальная схема процесса строгания приведена на рис. 8.11. Так же, как и при лущении, обжим шпона выполняется с помощью прижимной линейки. Толщина строганого шпона зависит от породы древесины. Для рассеянно-сосудистых лиственных пород она равна 0,4; 0,6 и 0,8 мм (бук, орех, яблоня, груша, красное и лимонное деревья); для кольцесосудистых – 0,8; 1,0 мм (дуб, карагач, шелковица, каштан). Шпон из древесины хвойных пород имеет толщину 0,8; 1,0 мм.
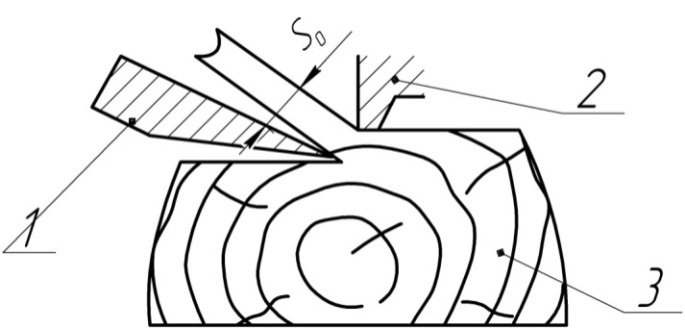
Рис. 8.11 Схема строгания шпона: 1 – нож; 2– прижимная линейка;
3 – ванчес
Длина листов шпона от 550 мм и выше. Ширина зависит от сорта: I сорт – не менее 120 мм, II сорт – не менее 80 мм, влажность шпона 8±2 %.
Поперечный раскрой бревен на кряжи выполняется по той же технологии, что и распиловка бревен на чураки перед лущением.
Для производства строганого шпона отрезки кряжей должны быть ограничены как минимум двумя плоскими или параллельными поверхностями, являющимися базой и начальной поверхностью строгания.
Существует несколько способов продольного раскроя кряжей на ванчесы. Выбор схемы раскроя диктуется размерами сырья, породой древесины и желаемой текстурой.
Сердцевина в строганом шпоне не допускается. Заболонную древесину, имеющую светлую или ненормальную окраски, также удаляют.
Для разделки кряжей в продольном направлении применяют горизонтальные или вертикальные ленточные пилы и горизонтальные лесопильные рамы. Первые находят большее применение, так как обеспечивают высокую точность реза, чистоту пропила и дают возможность распиливать кряжи больших диаметров. Также широко используются узкоспециализированные круглопильные станки фирмы «Angelo Cremona» (Италия), их отличительная особенность – возможность поворачивать кряж на любой угол вокруг его продольной оси.
Гидротермическая обработка кряжей перед строганием рассмотрена нами в разделе 8.3.
Строгание шпона производят на горизонтальных, вертикальных или наклонных шпонострогальных станках. На шпонострогальные станки ванчесы подают при помощи мостовых кранов (или тельфера по монорельсу).
В настоящее время горизонтальные станки устаревших моделей (FMM-3100, FMM-4000, DK-4000 и др.) постепенно заменяют на горизонтальные станки с кривошипно-шатунным механизмом - DKV-3000, DKV-4000 (ЧССР), наклонные - TN28, TN35, ТА40 (Италия), а также станки вертикального типа SM/36, SM/40, SМ/46, SМ/52 (ФРГ). Получают распространение шпонострогальные станки фирм «Angelo Cremona» (Италия), Grenzebach-BSH (Германия), марки MZQ 200; 250 фирмы «Ками-Станкоагрегат» (Россия) и др. (рис. 8.12-8.14)
Шпонострогальные станки Capital Machine Co. Inc. (США) спроектированы специально для производства тонкого шпона, они способны производить самый тонкий шпон в мире – толщиной 0.005" (0,127 мм). Максимальная толщина шпона может доходить до 0.250" (6,35 мм).
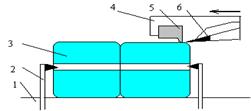
Рис. 8.12 Схема работы горизонтального шпонострогального станка:
1 – стол станка, 2 – зажимы; 3 – брусья; 4 – суппорт; 5 – прижимная линейка; 6 - строгальный нож
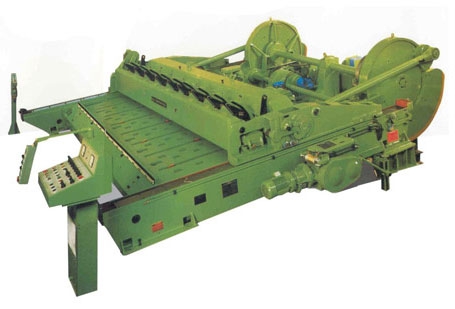
Рис. 8.13 Горизонтальный шпонострогальный станок марки TN «Angelo Cremona»
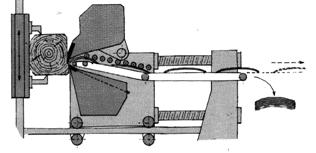

Рис. 8.14 Вертикальный шпонострогальный станок марки TZ/E «Angelo Cremona»
На горизонтальных станках резание осуществляется в горизонтальной плоскости, главное рабочее возвратно-поступательное движение совершается ножом, а движение подачи материалом осуществляется в вертикальной плоскости во время холостого хода, на величину, равную толщине снимаемого слоя (толщине шпона). Недостатком данного оборудования является вынужденное торможение хода суппорта перед переменой направления движения (нарушение плавного хода, износ оборудования, снижение скорости резания).
На вертикальных станках обрабатываемый материал помещается на каретке, совершающей возвратно-поступательное движение в вертикальной плоскости. Нож устанавливают на суппорте, периодически перемещающемся в горизонтальном направлении для снятия древесины требуемой толщины. Эти станки компактны, удобен отбор шпона от станка. Но на каретке можно установить только один брус.
Наклонные станки удобны при отборе листов шпона. Они менее энергоемки, имеют меньшие габариты (усовершенствованный вертикальный станок).
Количество шпона из одного ванчеса (F, м2) определяется по формуле:
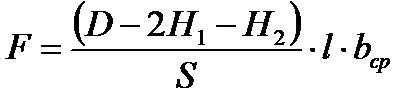 , (8.11)
, (8.11)
где D – диаметр кряжа, из которого выпиливается ванчес, взятый посередине его длины, мм;
H1 – высота сегмента, отделяемого от ванчеса при его продольной разделке, мм;
H2 – толщина доски, остающейся после строгания ванчеса, мм;
S – толщина шпона, мм;
l – длина ванчеса, м;
bср – средняя ширина листов, м.
В процессе строгания листы шпона укладываются в пачку (кноль) в той последовательности, в которой они выходят из станка. Это облегчает подбор листов по текстуре при склеивании их на ребро.
Изготовленный шпон сушат, сортируют, прирезают и упаковывают.
Для сушки используют роликовые и ленточные сушилки. Режимы сушки более мягкие, чем у лущеного шпона: температура сушки 80…130 оС; влажность – 15…25 %; продолжительность сушки 6…35 мин.
| <== предыдущая страница | | | следующая страница ==> |
| Технология изготовления лущеного шпона. Оборудование | | | Технология изготовления фанеры. Оборудование |
Дата добавления: 2014-10-14; просмотров: 1701; Нарушение авторских прав

Мы поможем в написании ваших работ!