Главная страница Случайная лекция
Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика
Мы поможем в написании ваших работ!
Способы склеивания и методы нагрева клеевого шва
Существует два способа склеивания: холодный и горячий. Для холодного способа склеивания характерны длительные выдержки, низкая производительность, потребность в больших производственных площадях. При горячем способе склеивания нагрев клеевого шва может осуществляться несколькими способами.
Нагрев через древесину с использованием ее теплопроводности чаще всего осуществляется кондуктивным способом. Так как древесина обладает плохой теплопроводностью, эффективность этого метода растет при уменьшением толщины древесины и особенно высока при облицовывании тонкими древесными материалами. Разновидностью этого метода является конвекционный нагрев или облучение их инфракрасными лучами. Эти способы малоэффективны.
Аккумулирование тепла– это метод предварительного нагрева. При этом не обязателен полный нагрев по всему сечению заготовки, можно прогревать только со стороны склеивания. Для такого склеивания надо применять быстроотверждающиеся клеи.
Непосредственный подвод теплак клеевому шву возможен при пропускании через него электрического тока. Применяемые клеи являются диэлектриками и поэтому в них добавляют вещества (сажу), повышающие электропроводность. Более эффективен нагрев токами высокой частоты. Для нагрева по этому методу склеиваемые детали помещают между двумя металлическими пластинами – электродами, на которые подается ток высокой частоты от специального лампового генератора. Электроды и расположенные между ними склеиваемые заготовки представляют собой как бы электрический конденсатор. Нагрев происходит за счет межмолекулярного трения.
Склеиваемые детали должны быть обработаны в соответствии с технологическими требованиями. Шероховатость поверхностей должна быть не ниже 63 мкм. Влажность деталей должна быть в пределах 8±2 %. На склеиваемых поверхностях не допускаются масляные пятна, пыль и другие загрязнения.
При облицовывании массивной древесины и плитных материалов тонкими облицовочными пленками большое значение имеет наличие в древесине пороков, механических дефектов, волнистости, большой шероховатости.
Склеивание заготовок из массивной древесины позволяет получить детали необходимых размеров. Основными видами склеивания массивной древесины являются: приклеивание, склеивание брусков пластями и кромками.
Для запрессовки склеиваемых блоков можно применять различное оборудование. Простейшее оборудование – струбцины, представляющие собой, как правило, металлические конструкции, снабженные винтами для сжатия склеиваемых заготовок.
Более широкое применение для склеивания блоков получили ваймы (ИУ-16 (Россия) (рис. 10.28), ST Stromab (Италия), TRIMWEX INDUK (Словения) и др.), имеющие гидравлический, пневматический или механический приводы и прессы (ORMA LS/ECO (рис. 10.29), LS/ECO 30/13 GRIGGIO, P 111 STETON, SL-1 Stromab (Италия) (рис. 10.30) и др.)
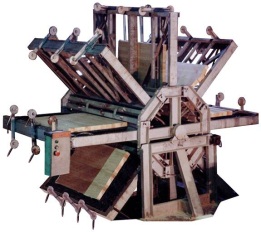 Рис. 10.28 Вайма веерная пневматическая 16-ти позиционная для склеивания щитов модели ИУ-16
Рис. 10.28 Вайма веерная пневматическая 16-ти позиционная для склеивания щитов модели ИУ-16

Рис. 10.29 Пресс для производства мебельного щита ORMA LS/ECO

Рис. 10.30 Пресс SL-1 предназначен для изготовления клееного конструкционного бруса, столярных заготовок и мебельного щита
| <== предыдущая страница | | | следующая страница ==> |
| Гнутые заготовки | | | Облицовывание пластей щитовых деталей |
Дата добавления: 2014-10-14; просмотров: 508; Нарушение авторских прав

Мы поможем в написании ваших работ!