Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Станки - монстры прошлого века
Отличительным признаком большинства станков, созданных в начале современного этапа развития станкостроения (охватывает значительную часть ХХ века до начала компьтеризации станков) является массивность их конструкции. Стратегия обеспечения высокой точности за счет повышенной массивности станка исходит из простых и очевидных соображений – чем массивнее тело, тем большей жесткостью оно обладает. Помимо этой стратегической линии активно развивается и проектирование сложнопрофильных конструкций станин станков. В этом направлении усматривается революционный подход к проектированию высокоточных станков с уменьшением массы и без потери показателей жесткости станка. Использование индивидуальных силовых агрегатов, электродвигателей давало возможность существенно уменьшить габариты станков, однако, достижение высокого уровня показателей качества станков, создаваемых в рамках упомянутых стратегий существенно ограничивалось в связи с необходимостью создания конструкций станков со сложными и разветвленными кинематическими цепями, обеспечивающими всевозможные эксплуатационные характеристики металлорежущего оборудования.
Одним из путей снижения массы станков был путь функциональной специализации. Узкопрофильность, специализированность металлорежущих станков становиться главной стратегией их развития на многие годы. Для оправдания правильности такого подхода развивалась и теория технологии машиностроения. Были разработаны и заняли важнейшее место в развитии станкостроения классификаторы методов формообразования (см. рисунок 1), теоретически обосновывающие узкую специализацию металлорежущих станков.
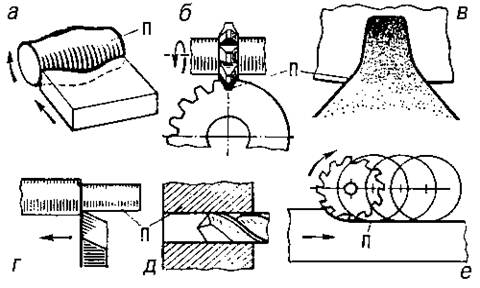
Рис. 1. Воспроизведение производящих линий методом: а, б — копирования; в — огибания (обката); г, д — следов; е — касания; П — производящая линия.
Представленные на расположенных ниже рисунках изображения станков прошлого века иллюстрируют описанные тенденции [8]. Главным признаком этих станков является подчеркнутая массивность. Приведенные ниже станки: вертикально-сверлильный, вертикально-фрезерный, координатно-расточной, зубодолбёжный полуавтомат и станки аналогичной вертикальной компоновкой, благодаря которой массивность повышает склонность к вибрациям, снижающим экономически достижимую точность обработки. Из этого можно сделать вывод о том, что в станках с такой компоновкой достигнут предел соотношения показателей механической прочности и экономически достижимой точности. Станки с такой компоновкой трудно модернизировать. Наверное поэтому, например станок вертикально-сверлильный, сохраняет свой традиционный вид на протяжении нескольких столетий практически без изменений.
Станки с горизонтальной компоновкой: копировальный поперечно-строгальный станок, внутришлифовальный станок и другие, аналогичной конструкции имеют запас жесткости, значительно превосходящий требуемый уровень для обеспечения высокой точности обработки. Поэтому такая компоновка обладает стратегическим запасом конструктивной прочности, позволяющим эффективно модернизировать станок в рамках его регламентированного назначения.
Массивность станка, особенно излишняя массивность, доставляет много неудобств в эксплуатации. В первую очередь это затруднения при транспортировке. Станок имеет массивную станину, которую нельзя транспортировать по частям. Для транспортировки требуются транспортные средства значительной грузоподъемности. При установке станка возникают трудности в обеспечении устойчивого положения станка во время работы. Массивные стойки и колонны провоцируют возникновение резонансных колебаний, которые снижают надежность станка и возможность обеспечения высокой точности обработки деталей.
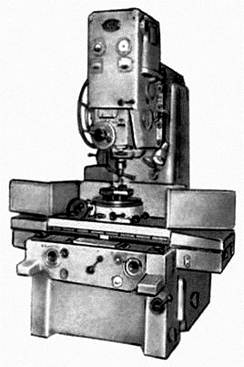
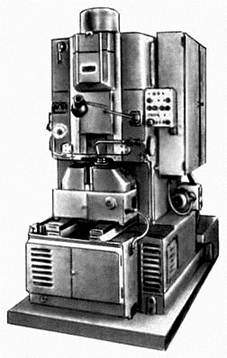
Координатно-расточный Зубодолбёжный полуавтомат
станок (Модель 2B440). (Модель 5122).
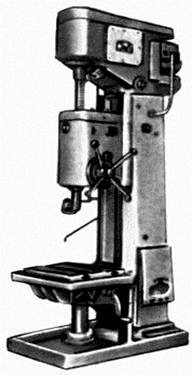
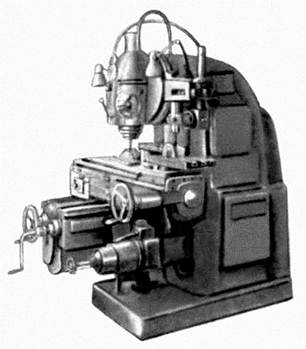
Вертикально-сверлильный Вертикально-фрезерный станок
станок (Модель 2A135). (Модель 6Н12К).
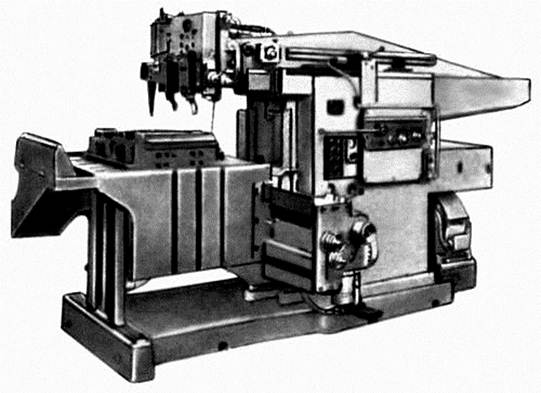
Копировальный поперечно-строгальный станок
(Модель ГД-21).
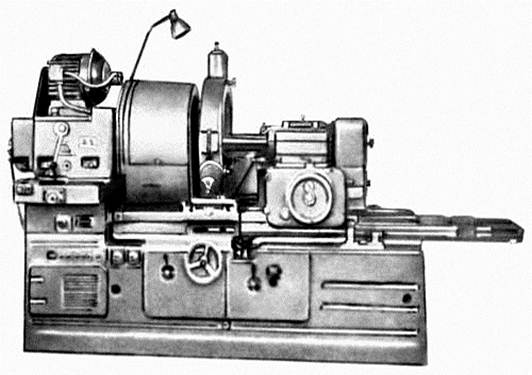
Внутришлифовальный станок
(Модель 3260).
| <== предыдущая страница | | | следующая страница ==> |
| Краткий экскурс в историю обработки резанием в России | | | Анализ стратегий станкостроения в соответствии с законами строения и развития техники |
Дата добавления: 2014-09-10; просмотров: 505; Нарушение авторских прав

Мы поможем в написании ваших работ!