Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Тема 8.1. Основные понятия о сборке
Сборка – образование соединений (разъемных или неразъемных) деталей, узлов иизделия,и ее доля об общей трудоемкости достигает 20-50℅.
Различается:
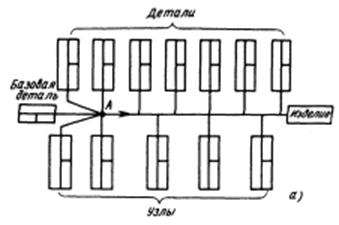
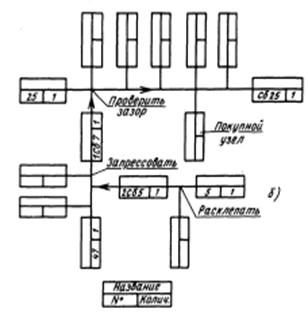
1. Узловая сборка (б) – по сборочным элементам изделия.
2. Общая сборка (а) – сборка всего изделия, при этом относительно простые изделия (патроны, редуктора и др.) в основном не нуждаются в узловой сборке и собираются сразу целиком.
Обычно сборке предшествуют подготовительные работы: промывка (очистка), смазка и другие, и комплектование (сборочный комплект-номенклатура и количество составных частей, поставляемых на сборку изделия).
Характеристика сборочных процессов.
Сборка должна обеспечивать не только правильное взаимное положение элементов (деталей и узлов) в изделии, но и их характером соединения (посадкой).
Соединения могут быть неподвижные и подвижные.
Неподвижные соединения различают:
1. Неразборные - сварка, пайка, клепка, склеивание, запрессовка, напрессовка, опрессовка (нагревом и охлаждением), развальцовка, отбортовка.
1) Сварка применяется электрическая или газовая.
2) Пайка осуществляется припоями жесткими (латунь, медь, серебро и др.) или мягкими (олово и ее сплавы).
3) Клепка в настоящее время почти полностью вытеснена сваркой.
4) Склеивание применяют для соединения разнородных материалов (метал с резиной, пластмассой, стеклом и т.п.)
5) Запрессовка – когда охватываемая деталь (вал) под давлением вводится в отверстие.
6) Напрессовка – наоборот, охватывающая деталь (зубчатое колесо, втулка, шкив и т.п.) напрессовываются на вал.
7) Опрессовка нагревом - достигается нагреванием охватывающей детали в печах, жидкостях (масло, вода), горелкой и др.- при этом размер отверстия увеличивается и, совмещая его с нормальным валом, ждут выравнивания температур (остывания отверстия) пары.
8) Опрессовка охлаждением – наоборот, достигается охлаждением охватываемой детали (вала) в твердой углекислоте (сухой лед) до t=-70…-80°С или в жидком азоте (воздухе) до t=-200…-220°C - при этом размеры все сжимаются, легко совмещаются с отверстием и также обеспечивают надежную недвижимость.
9) Развальцовка и отбортовка обеспечивается загибкой краев листового материала.
2. Разборные – через крепежные резьбы, шпонки, штифты и др. – исключают подвижность сопряжений, но могут разбираться, не разрушаясь.
Подвижные соединения различают:
1) Неразъемные – подшипники качения, роликопластинчатые клепанные конвейера, цепи и др.
2) Разъемные – все сопряжения с зазором, которые подвергаются разборке без разрушения.
Организационные виды сборки.
Различают на стационарные и подвижные.
Стационарная сборка выполняется рабочим, группой рабочих (бригадой) на одном рабочем месте, к которому подаются вое детали и узлы.
Эта сборка характерна для единичного и мелкосерийного производств.
Поточная сборка бывает: неподвижной и подвижной.
Неподвижная поточная сборка характерна для мелкосерийного и серийного производства, где рабочие, выполняя определенные операции, переходят от одного стационарного сборочного стенда к другому.
Подвижная поточная сборка применяется от серийного до массового производств и осуществляется непрерывным (прерывистым) перемещением собираемого изделия.
Само перемещение осуществляется постоянно движущимся или шаговыми конвейерами, последовательными передачами собираемых объектов по операциям вручную (по рольгангам, лоткам, склизам, тележкой) или с помощью грузоподъемных механизмов (кранов, талей, манипуляторов и т. п.).
При поточной сборке процесс должен быть организован (расчленен на операции) так, чтобы время каждой операции было близко или кратно такту сборки (времени выпуска одного изделия).
| <== предыдущая страница | | | следующая страница ==> |
| Тема 7.2. Контроль продукции | | | Тема 8.3. Технологический процесс сборки |
Дата добавления: 2014-03-04; просмотров: 528; Нарушение авторских прав

Мы поможем в написании ваших работ!