Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Механизированные баки
Оборудование для охлаждения и травления.
Обычные охладители при термической обработке (вода, водные растворы солей или масло) находятся в закалочных баках. Различаются три вида закалочных баков: немеханизированные, механизированные бесконвейерные и конвейерные.
К немеханизированным бакам относятся баки, не имеющие специальных устройств для выдачи охлажденных деталей на воздух. Эти баки изготовляют с помощью сварки прямоугольной, квадратной или цилиндрической формы из листовой малоуглеродистой стали толщиной 4—6 мм. Размер баков определяется размерами закаливаемых деталей. Баки устанавливают обычно на полу цеха. При большой высоте их углубляют в землю так, чтобы высота над уровнем пола цеха не превышала 800—900 мм. Часто применяют сдвоенные баки для воды и масла: в этом случае бак разделяется перегородкой на две половины.
При закалке мелких деталей иногда применяют передвижные закалочные баки. В этом случае бак монтируют на тележке.
Для крупных деталей размеры закалочного бака по длине, ширине и высоте могут достигать 3—4 м и более.
На рисунке 2.16 показана механизированная камерная установка для водовоздушного охлаждения.
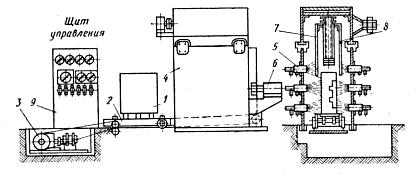
Рисунок 2.16 – Механизированная камера с выдвижной тележкой для водовоздушного охлаждения крупногабаритных деталей.
Деталь 1 из закалочной печи устанавливают на тележку 2, которая с помощью лебедки 3 передвигается по рельсам в камеру охлаждения 4. Охлаждение рабочей поверхности детали ведется форсунками-распылителями 5, количество которых определяется по активной поверхности охлаждения; при необходимости могут быть включены форсунки-распылители и с противоположной стороны. Для более равномерного охлаждения форсунки-распылители совершают поступательно-возвратное движение от толкателя 6. Боковые торцы деталей, при необходимости, можно предохранить от охлаждения с помощью экранов 7 и 8. На щите 9 управления находятся манометры, реле времени и другие приборы. Стойкость деталей, закаленных водовоздушной смесью, повышается в 2—3 раза.
Для непосредственной закалки после газовой цементации в толкательных печах и для закалки с нагревом деталей в толкательных печах на поддонах применяют механизированные бесконвейерные закалочные баки (рис. 2.17), представляющие собой обычный закалочный бак, в котором установлен стол с отверстиями в крышке. При помощи пневматической системы стол может опускаться, покачиваться и подниматься по направляющим. Масло перемешивается механической мешалкой. В случае загорания масла предусмотрена подача на ее поверхность нейтрального газа. Охлаждение деталей в механизированном баке производится следующим образом. Поддон с нагретыми деталями устанавливается на стол, затем с помощью пневматического цилиндра стол опускается в масло и покачивается. После охлаждения деталей поворотом воздушного крана воздух подается в цилиндр, и стол поднимается.
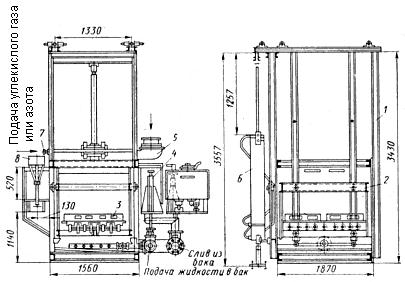
1- корпус, 2 – опускающийся стол, 3 – приспособление для подъема стола, 4 – приводная колонка, 5 – патрубок для отсоса паров, 6 – пневматический цилиндр, 7 – трубы для сдува паров масла, 8 – машалка.
Рисунок 2.17 – Механизированный закалочный бак с опускающимся столом.
| <== предыдущая страница | | | следующая страница ==> |
| Оборудование для химико-термической обработки | | | Травильные установки |
Дата добавления: 2014-03-21; просмотров: 540; Нарушение авторских прав

Мы поможем в написании ваших работ!