Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Заделка раструбных стыков прядью
Пеньковую прядь вводят в раструбную щель до упора раструба на такую глубину, чтобы осталось место для устройства замка. Поскольку толщина жгута из пряди несколько превышает ширину раструбной щели, его проталкивают в стык с помощью конопатки. Сначала от руки, а затем сильными ударами молотка (при ручной чеканке) жгут вводят в кольцевой зазор. При механической чеканке жгут уплотняют пневматическим инструментом. Для создания требуемой герметичности стыка обычно закладывают в щель два-три жгута, причем так, чтобы захлесты их не совпадали по длине окружности. После заделки стыка прядью делают асбестоцементный замок.
Монтаж и устройство стыков на резиновых манжетах. При монтаже чугунных труб со стыковыми соединениями на резиновых манжетах стык уплотняется благодаря радиальному сжатию манжеты в раструбной щели. Трубы на стыках с самоуплотняющимися резиновыми манжетами монтируют следующим образом. Трубу краном подают в траншею по направлению укладки трубопровода на расстоянии 0,4 - 0,5 м от раструба уложенной трубы, удерживая ее на весу. Далее с помощью шаблона и мела размечают линии ограничения ввода гладкого конца в раструб с учетом необходимого зазора (рис. 3, а), после чего в паз раструба закладывают резиновую манжету (рис.3, б). Одновременно наружную поверхность гладкого конца трубы до линии ограничения и внутреннюю поверхность манжеты смазывают графитно- глицериновой смазкой (рис. 3, в), а затем монтируемую трубу центрируют и с помощью монтажного приспособления вводят в раструб ранее уложенной до ограничительной линии (рис. 3, г). Поскольку при монтаже стыков чугунных труб на резиновых манжетах требуются большие усилия, применяют различные приспособления и устройства, приведенные на рис. 3, д—л. После ввода втулочного конца трубы в раструб ранее уложенной центрируют раструбный конец укладываемой трубы и закрепляют положение ее подсыпкой грунта в пазухи с уплотнением до половины диаметра, оставляя не засыпанными приямки и стыковые соединения.
Основная задача при монтаже чугунных труб на резиновых манжетах - создание осевого усилия, необходимого для соединения труб. На практике получили распространение несколько типов приспособлений для стыковки труб (см. рис. 3). Основой простейшего из них является домкрат, расположенный между захватами укладываемой и ранее уложенной трубы.
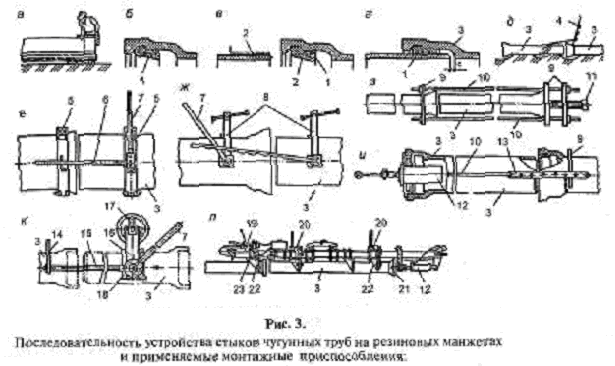
а - разметка линии ограничения ввода гладкого конца в раструб; б - закладка резиновой манжеты; в - смазка гладкого конца трубы; г - смонтированный готовый стык; д - рычажно-троссовое приспособление; е - реечное приспособление с зубчатой рейкой и двумя хомутами-захватами; ж - то же, с двумя винтовыми захватами; з - монтажное приспособление с центральным торцевым винтом; и - приспособление с гибкими тягами и гидроцилиндров; к - приспособление треста "Востокгидроспецстрой"; л - то же треста "Укрводстрой"; 1 - резиновая манжета; 2 - смазка; 3 - монтажная труба; 4 - рычажно-троссовое приспособление; 5 - хомуты; 6 - зубчатая рейка; 7 - рычаг; 8 - винтовые захваты; 9 - упоры; 10 - тяга; 11 - винт с ручкой; 12 - гидроцилиндр; 13 - регулировочные планки; 14 - скоба; 15 - трос; 16 - корпус приспособления; 17 - винт со штурвалом; 18 - колодки; 19 - гидрораспределитель; 20 - грузозахватные устройства; 21 - быстроразъёмные захваты; 22 - упорное седло; 23 - гидронасос
Однако в последние годы в целях ускорения и облегчения процесса монтажа чугунных труб на резиновых уплотнителях на практике созданы и применяются ряд новых более эффективных приспособлений в виде навесного оборудования. На рис. 4, а представлено такое устройство для монтажа чугунных раструбных труб диаметром от 100 до 250 мм с резиновыми уплотнительными манжетами.
Применение указанного устройства позволяет повысить производительность труда и снизить трудоемкость монтажа трубопроводов.
Привод стыковочных устройств осуществляют от базовой машины, однако при производстве работ необходимо постоянное нахождение рабочих в траншее. Монтажные операции с бермы, т.е. без присутствия рабочих в траншее, выполняют навесным оборудованием, разработанным Тульским политехническим институтом и трестом Туласпецстрой (рис. 4, 6).
Монтаж чугунных труб диаметром 300 мм на резиновых уплотнительных кольцах производят различными средствами, но в нашем случае, зачеканку чугунных труб диаметром 400 мм производят прядью, вручную.
В целях облегчения этого процесса используют навесное оборудование для монтажа и зачеканки стыковых соединений чугунных труб волокнистыми материалами (рис. 4, в). Основным узлом этого навесного оборудования является стыковочный манипулятор.
Устройство с трубой опускают в траншею на место укладки так, чтобы торец щеки подвижного захвата уперся в торец раструба ранее уложенной трубы. Описанное устройство может быть использовано и на монтаже труб на резиновых уплотнительных кольцах.

| <== предыдущая страница | | | следующая страница ==> |
| Технология выполнения строительных процессов | | | БОРЬБА С ОТЛОЖЕНИЯМИ И КОРРОЗИЕЙ В СИСТЕМАХ ГОРЯЧЕГО ВОДОСНАБЖЕНИЯ |
Дата добавления: 2015-07-26; просмотров: 269; Нарушение авторских прав

Мы поможем в написании ваших работ!