Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
НА СТАДИИ РАБОЧЕЙ ДОКУМЕНТАЦИИ (РД)
ОПРЕДЕЛЕНИЕ КАЧЕСТВА
РЕАЛЬНЫХ ТЕХНИЧЕСКИХ ИЗДЕЛИЙ
НА СТАДИИ РАБОЧЕЙ ДОКУМЕНТАЦИИ (РД)
Методические указания к курсовой работе
по дисциплине «Квалиметрия и управление качеством»
для студентов, обучающихся по специальностям 2000503.65, 200501.65,
220501.65 и направлению 200500.62
Москва
Методические указания
по выполнению курсовой работы на тему
«Определение качества реальных технических изделий на стадии
рабочей документации (РД)»
Содержание стр.
| Введение. Принципы расчета качества технических изделий на стадии рабочей документации (РД) | ||
| Порядок выполнения курсовой работы на примере изделия «Гидроцилиндр главный тормозной № 47.000 СБ» | ||
| Изучение рабочей документации на изделие и выбор «определяющей» детали | ||
| Назначение балльных оценок и расчет коэффициентов весомостей для деталей | ||
| Расчет коэффициентов конструктивной и технологической сложности | ||
| Расчет обобщенного показателя качества определяющей детали | ||
| Расчет показателей качества остальных деталей сборочной единицы №3 | ||
| Расчет качества сборочных единиц №1 и 2 | ||
| Определение базового технического изделия для оцениваемого изделия «Гидроцилиндр главный тормозной» | ||
| Декомпозиция базового изделия | ||
| Предложения по улучшению конструкции гидроцилиндра | ||
| Приложения | ||
| Варианты заданий | ||
| Литература | ||
Введение
Д
Введение ДД
Рабочая конструкторская документация (далее РД) разрабатывается для изготовления технических изделий (далее ТИ) на уровне опытных образцов, а так же для серийного и массового производства. На стадии РД не решаются принципиальные вопросы функционирования изделия (они окончательно разработаны на стадиях эскизного (ЭП) и технического (ТП) проектов), а решаются вопросы конструирования и технологии производства оригинальных деталей. Недоработки конструкторской документации на стадии РД не допускаются, и их наличие является браком разработки.
Разработка рабочих чертежей деталей на стадии РД тесно связано с технологической подготовкой производства. При этом решаются следующие вопросы: определение точности обработки, определение шероховатости поверхностей, выбор баз, простановка размеров, проведение проверочных расчетов, внесение коррективов в документацию на основании расчетов, нормативный и технологический контроль рабочих конструкторских документов, расчет окончательной себестоимости, расчет окончательного экономического эффекта. По разработанной рабочей документации осуществляют изготовление и испытание опытного образца, установочных серий, головной серии. Корректировку конструкторских документов проводят по результатам изготовления и испытания опытных изделий.
Количественную оценку качества ТИ на стадии РД осуществляют как по конструктивным, так и по технологическим параметрам. При этом чем больше показателей учитывают при расчетах качества, тем точнее и объективнее полученные результаты. Цель получения количественных показателей качества заключается в выработке управленческих решений по улучшению конструкции изделия.
Принципы расчета качества технических изделий на стадии рабочей документации (РД)
Как показывает практика, доработка ранее созданной рабочей документации для создания качественного и работоспособного изделия занимает почти столько же времени как на создание РД на новое изделие.
Введение новой процедуры «определение обобщенного показателя качества изделий на стадии РД», позволяет значительно сократить время на доработку изделия, так как определение предполагаемого качества позволяет выявить недостатки конструкции и функционирования до передачи рабочей документации в производство. В качестве примера расчета качества на стадии РД представлен расчет качества технического изделия «Гидроцилиндр главный тормозной. № 47.000 СБ» [1].
Последовательность расчета качества технического изделия на стадии РД приводится в таблице 1.
Таблица 1 Последовательность расчета качества технических изделий на
стадии рабочей документации
| № п/п | Содержание этапов расчета |
| Изучение рабочей документации на изделие. Выбор «определяющей детали». Если ТИ сложное (содержит более 3-х сборочных единиц), строят структурную схему изделия. | |
| Назначают балльные оценки rd для деталей. На основании балльных оценок рассчитывают нормированные коэффициенты весомости βi для деталей и сборочных единиц | |
На основании конструктивных и технологических параметров определяющей детали рассчитывают коэффициенты конструктивной  и технологической сложности и технологической сложности  . .
| |
| Рассчитывают обобщенный показатель качества Мd.i определяющей детали, состоящей из суммы коэффициентов конструктивной и технологической сложности с учетом их весомости.
| |
| Рассчитывают обобщенные показатели качества остальных деталей сборочной единицы исходя из принципа пропорциональности качества деталей их весомостям βd.i в сборочной единице. | |
| Рассчитывают качество всей сборочной единицы путем сложения обобщенных показателей качества деталей с четом их весомости. Затем определяют качество всего оцениваемого изделия. | |
| Определяют базовое изделие и его качество. | |
| Проводят декомпозицию (разложение на детали) базового изделия. Сравнивают показатели качества оцениваемых и базовых деталей, и по величине разницы в показателях качества, формируют конструкторско-технологические предложения по повышению качества деталей и изделия в целом. |
Порядок выполнения курсовой работы на примере изделия
«Гидроцилиндр главный тормозной № 47.000 СБ»
1. Изучение рабочей документации на изделие и
выбор «определяющей» детали
На рисунке 1 представлен сборочный чертеж изделия «Гидроцилиндр главный тормозной № 47.000 СБ». Изделие разработано на уровне РД, т.е. имеются рабочие чертежи деталей, спецификация, ТУ, ТО, ПС.
Изделие не сложное, в нем имеется 3 сборочные единицы, поэтому нет необходимости составлять структурную схему изделия.
Сборочные единицы: клапан, пробка и сборочная единица №3, в которую входят 15 далей. Таким образом:
- в сборочных единицах №1 и №2 имеется по 5 деталей, всего – 10;
- в сборочной единице №3 - 15 деталей
-всего деталей -25
- стандартных изделий – 14.
Выбор «определяющей» детали
В основе методики лежит определение качества т.н. «определяющей» детали. Требования к определяющей детали: деталь должна быть наиболее ответственной в данной сборочной единице, должна обладать наибольшей весомостью (βi) , и удовлетворять принципу Парето [2]. В соответствии с принципом Парето («принцип 80/20») - 80% эффективности изделия обеспечивают 20% наиболее ответственных деталей, определяющая деталь должна обладать не менее 80% функциональности и надежности всей сборочной единицы. C квалиметрической точки зрения это означает, что если определить качество определяющей детали, то качества остальных деталей (на которые приходится 20% функциональности изделия), могут быть определены исходя из пропорциональности их качества коэффициентам весомости. Определяющей деталью является деталь №303 - «картер» из сборочной единицы №3. Эта деталь самая сложная и ответственная. Назначение детали заключается в создании определенного давления тормозной жидкости, обеспечении герметичности изделия, она же является основой всего изделия (на ней крепятся все остальные детали).
Рисунок 1 Сборочный чертеж гидроцилиндра главного тормозного
2 Назначение балльных оценок и расчет коэффициентов
весомостей для деталей
Балльные оценки rd(по шкале 1…10) для деталей назначают исходя из значения и «вклада» в функциональность сборочной единицы или в изделии. После назначения балльных оценок определяют нормированные коэффициенты весомости  деталей в сборочных единицах:
деталей в сборочных единицах:  , где rd – балльная оценка детали, ∑rd-сумма балльных оценок деталей в пределах сборочной единицы. При этом сумма коэффициентов весомостей в каждой сборочной единице должна быть равна 1.0, т.е.
, где rd – балльная оценка детали, ∑rd-сумма балльных оценок деталей в пределах сборочной единицы. При этом сумма коэффициентов весомостей в каждой сборочной единице должна быть равна 1.0, т.е.  .
.
На рисунке 2 показан рабочий чертеж определяющей детали «картер» из сборочной единицы №3.
Рисунок 2 Рабочий чертеж определяющей детали «картер»
В таблице 2 показаны балльные оценки и коэффициенты весомости, назначенные для деталей изделия «Гидроцилиндр главный тормозной».
Таблица 2 Формуляр расчета нормированных коэффициентов
весомости деталей входящих в сборочные единицы 1, 2, 3
| № Сборочных единиц | № Деталей по спецификации | Наименование детали | rd | 
| ||||||
| №1 | Шток | 0.186 | ||||||||
| Кольцо | 0.074 | |||||||||
| Тарелка | 0.185 | |||||||||
| Пружина | 0.296 | |||||||||
| Фигурная манжета | 0.259 | |||||||||
| №2 | Фигурная гайка | 0.444 | ||||||||
| Сетка | 0.112 | |||||||||
| Отбойник с отверстиями | 0.166 | |||||||||
| Отбойник | 0.166 | |||||||||
| Ось | 0.112 | |||||||||
| №3 | Картер | 0.147 | ||||||||
| Пружина | 0.081 | |||||||||
| Держатель пружины | 0.032 | |||||||||
| Звездочка | 0.131 | |||||||||
| Поршень | 0.131 | |||||||||
| Кольцо стопорное | 0.032 | |||||||||
| Шайба упорная | 0.032 | |||||||||
| Шток | 0.032 | |||||||||
| Головка штока | 0.086 | |||||||||
| Кольцо | 0.060 | |||||||||
| Кожух | 0.032 | |||||||||
| Кольцо | 0.032 | |||||||||
| Прокладка крышки | 0.032 | |||||||||
| Крышка | 0.098 | |||||||||
| Прокладка пробки | 0.042 | |||||||||
При назначении балльных оценок можно пользоваться таблицей П1 приложения. В этой таблице показано, какие балльные оценки могут быть назначены деталям разной степени ответственности.
Весомости (βсб.) сборочных единиц в изделии «Гидроцилиндр главный тормозной»: cб. единица №1 β1.сб = 0.05, cб. единица №2 β2.сб =0.15, cб. единица №3 β3.сб = 0.8.
3. Расчет коэффициентов конструктивной и технологической сложности
В таблицах 3, 4 приведены конструктивные и технологические показатели детали «картер» (указанные на чертеже детали), а в таблицах 5, 6 приведены расчеты коэффициентов конструктивного и технологического качества этой детали. В таблицах приложения П2 и П3 даны значения конструктивных и технологических показателей, которые необходимы для расчетов качества.
Таблица 3 Конструктивные показатели качества детали «картер»
| № | Описание конструктивных параметров | Характеристика детали по чертежу | Показатель качества * |
| Количество размеров обеспечиваемых механической обработкой | N =41 | qн = 0.3 | |
| Число размеров, обозначающих резьбу | NR=7 | qNR =0.3 | |
| Количество размеров с точностью: | IT9=1, IT10=3, IT12=6 IT14 =13 | qтч=0.041 | |
| Количество поверхностей с шероховатостью: | Ra 1.6 =1, Ra 3.2 =1, Ra 6.3=2 | qш=0.183 |
*показатели качества и их расчеты указаны в таблицах приложения П2, П3, П4, П5.
Таблица 4 Технологические показатели качества детали «картер»
| № | Описание технологических параметров | Характеристика детали по чертежу | Показатель качества* |
| Тип заготовки | Отливка из чугуна | qзаг=0.3 | |
| Параметр, отражающий технологичность механической обработки | Имеется наличие требований по перпендикулярности осей относительно цилиндрической поверхности | qппп=0.3 | |
| Тип покрытия | Оксидирование | qпов=0.3 | |
| Показатель количества термических обработок | Одна термообработка – отжиг для снятия литейных напряжений. | qтс=0.3 |
*показатели качества и их расчеты указаны в таблицах приложения П2, П3, П4, П5.
Таблица 5 Расчет коэффициента конструктивного качества
детали «картер»
Выше было получено:
qКтч =0.041, qКш =0.183, qdN≈ 0.75, qNR ≈ 0.85,
поэтому: 
|
Таблица 6 Расчет коэффициента технологического качества
детали «картер»
Выше было получено:
qзаг =0.7, qппп=0.7, qпк=0.3, qТR =0.3,
поэтому: 
|
4. Расчет обобщенного показателя качества определяющей детали
Обобщенный показатель качества i-й детали (далее показатель качества) :
Md.i= βкс× + βтс× , где - коэффициент конструктивного качества,
- коэффициент технологического качества, βкс =0.6 и βтс=0.4 – весомости коэффициентов конструктивного и технологического качества соответственно. Обобщенный показатель качества детали №3 «картер»:
Md.i=0.6× 0.206+0.4× 0.3= 0.243
5. Расчет показателей качества остальных деталей
сборочной единицы №3
Показатель качества определяющей детали Мd.3=0.243, представляет собой т.н. индивидуальное качество, т.е. качество, зависящее только от коэффициентов конструктивного и технологического качества. Когда мы вводим деталь в состав сборочной единицы, то эта деталь приобретает свою весомость в этой сборочной единице, то в этом случае мы получаем уже не индивидуальное качество этой детали, а показатель качества детали в составе сборочной единицы: qd.3= Мd.3× βd.3 = 0.273×0.147=0.035,
где βd.3 = 0.147 – весомость детали №303 в сборочной единице №3.
В соответствии с основным принципом квалиметрии показатели качества деталей в составе сборочной единицы зависят от весомостей этих деталей:
 .
.
Например, качество детали №4 сборочной единицы №3, в соответствии с описанным принципом составляет:

В таблице 7 приводятся показатели качества деталей сборочной единицы №3, рассчитанные на основе описанной пропорции.
Таблица 7 Расчет качества сборочной единицы №3 «картер»
оцениваемого изделия на основе известных весомостей деталей
| № Дет. | Коэффициент весомости βd.i | Качество деталей qi (qd.3=0.035, βd.3=0.147)
| Качество сборочной единицы №3 Qcб.3=∑qd.i |
| 0.147 | 0.035 | 0.236 | |
| 0.081 | 0.019 | ||
| 0.032 | 0.0076 | ||
| 0.131 | 0.031 | ||
| 0.131 | 0.031 | ||
| 0.032 | 0.0076 | ||
| 0.032 | 0.0076 | ||
| 0.032 | 0.0076 | ||
| 0.086 | 0.020 | ||
| 0.060 | 0.0142 | ||
| 0.032 | 0.0076 | ||
| 0.032 | 0.0076 | ||
| 0.032 | 0.0076 | ||
| 0.098 | 0.023 | ||
| 0.042 | 0.0099 |
∑ βd.i=1.0 ∑ qн.i= 0.467
6. Расчет качества сборочных единиц №1 и 2
Показатели качества сборочных единиц №1 и 2 изделия так же связаны с их весомостями в составе изделия. В изделии имеется три сборочные единицы с весомостями : βСб.1=0.05, βСб.2=0.15, βСб.3=0.80.
Показатель качества сборочной единицы №3 Qсб.3= 0.236, поэтому
показатель качества сборочной единицы №1:
 ,
,
показатель качества сборочной единицы №2:

Показатель качества оцениваемого изделия «Гидроцилиндр главный тормозной»:
Qизд. = ∑ Qсб.1,2,3 =0.0147+0.0442+0.236=0.294.
7. Определение базового технического изделия для оцениваемого
изделия «Гидроцилиндр главный тормозной»
Для поиска симплекса, являющимся базовым для оцениваемого изделия, необходимо определить тип симплекса, к которому принадлежит оцениваемое изделие. Все оцениваемые ТИ (не зависимо от количества сборочных единиц в их составе) описываются симплексом под названием тетраэдр (четырехвершинник).
Базовый симплекс находят путем итераций (перебора) симплексов более высокого порядка до тех пор, пока не будет найден симплекс с качеством, близким к 1.0, т.е. Qбаз.≈1.0.
В результате ранее проведенных исследовательских работ было получено, что качество ТИ тесно связано с m – средним геометрическим параметров симплекса  где Nв –количество вершин, Nр - количестворебер, Nгр- количество граней.
где Nв –количество вершин, Nр - количестворебер, Nгр- количество граней.
В таблице 8 представлены характеристики основных симплексов, необходимых для поиска базовых изделий (количество вершин, ребер, граней и величины m - среднее геометрическое параметров симплексов).
Таблица 8 Параметры симплексов (количество вершин, ребер, граней,
и m - среднее арифметическое параметров симплексов)
| Символ | Симплекс | Составляющие симплексов, количество | Среднее геометрическое составляющих симплексов
| ||
| вершины | ребра | грани | |||
| Nв | Nр | Nгр | |||
| Тетраэдр | Черырехвершиник | m= 4.57 | |||
| Пентатоп | Пятивершинник | m= 7.93 | |||
| Гексатоп | Шестивершинник | m= 12.16 | |||
| Гептатоп | Семивершинник | m= 17.26 | |||
| Октатоп | Восьмивершинник | m= 23.33 | |||
| Нонатоп | Девятивершинник | m= 30.07 | |||
| Декатоп | Десятивершинник | m= 37.79 | |||
| Эндекатоп | Одиннадцативершинник | m= 46.38 | |||
| Дедекатоп | Двенадцативершинник | m= 55.85 |
В таблице 9 проведен поиск (итерации) базового симплекса для оцениваемого изделия «Гидроцилиндр главный тормозной».
Таблица 9 Поиск (итерации) базового симплекса для
оцениваемого изделия «Гидроцилиндр главный тормозной»
| Символ | Симплекс |
| 
|
| Оцениваемое изделие, Qоц =0.294 | |||
| Тетраэдр | Черырехвершиник | m= 4.57 | |
| Поиск симплекса, соответствующего базовому ТИ | |||
| Пентатоп | Пятивершинник | m= 7.93 | 
|
| Гексатоп | Шестивершинник | m= 12.16 | 
|
| Гептатоп | Семивершинник | m= 17.26 | 
|
Из таблицы .. следует, что базовым симплексом для оцениваемого изделия «Гидроцилиндр главный тормозной» является симплекс Гексатоп (шестивершинник), у которого Qбаз. =0.782. Этот симплекс принят в качестве базового ТИ, т.е. ТИ, обладающего наилучшими показателями на данный момент. Симплекс с Qбаз. =1.110 не может рассматриваться в качестве базового.
8. Декомпозиция базового изделия
Для выработки управляющих решений (мероприятий по повышению качества оцениваемого изделия), изделие необходимо подвергнуть декомпозиции - разложению на сборочные единицы и детали.
Операцию декомпозиции оцениваемого изделия не проводят, так как она проведена на начальных стадиях определения качества. Определяют качества деталей оцениваемых и базовых изделий, вычисляют разницу в показателях качества, пересчитывают (при необходимости) показатели качества в конструктивные и технологические показатели качества и формулируют предложения по повышению качества отдельных деталей и всего изделия в целом.
Декомпозиция базового ТИ на сборочные единицы:
Качество базового изделия Qбаз. =0.782.
Весомости базовых сборочных единиц: cб. единица №1 β1.сб = 0.05, cб. единица №2 β2.сб =0.15, cб. единица №3 β3.сб = 0.8.
Качества сборочных единиц базового изделия в соответствии с весомостями:
Q1.б =0.05×0.782=0.039, Q2.б =0.15×0.782=0.117, Q3.б =0.8×0.782=0.625.
В таблице 10 представлены результаты расчетов показателей качества деталей оцениваемого и базового изделий, полученных на основе декомпозиции оцениваемых и базовых изделий. Количества сборочных единиц, деталей и их весомости в оцениваемом и базовом изделиях одинаковые, разница только в показателях качества. В этой таблице так же выявлены детали оцениваемого изделия, которые про качеству намного ниже базовых, т.е. их качество отличается от качества базовых на величину более 40% (40% рассчитывают относительно качества оцениваемой детали).
Таблица 10 Качество деталей оцениваемого и базового изделий, полученные на основе декомпозиции сборочных единиц на детали
| № сбор.единиц | Качество сборочных единиц | № деталей | Коэффициент весомости βi | Качество базовых деталей qбаз.= Qсб.баз.×βi | Качество оцениваемых деталей qоц.= Qсб.оц.×βi | Детали требующие улучшения качества | Наименование детали | |
| Базового изделия Qсб.баз | Оцениваемого изделия Qсб.оц | |||||||
| №1 (весомость 0.05) | 0.039 | 0.0147 | 0.186 | 0.0072 | 0.0027 | |||
| 0.074 | 0.0028 | 0.0010 | ||||||
| 0.185 | 0.0072 | 0.0027 | ||||||
| 0.296 | 0.0115 | 0.0043 | * | Пружина | ||||
| 0.259 | 0.0101 | 0.0038 | * | Фигурная манжета | ||||
| №2 (весомость 0.15) | 0.117 | 0.0442 | 0.444 | 0.051 | 0.019 | * | Фигурная гайка | |
| 0.112 | 0.013 | 0.0049 | ||||||
| 0.166 | 0.019 | 0.0073 | ||||||
| 0.166 | 0.019 | 0.0073 | ||||||
| 0.112 | 0.013 | 0.0049 | ||||||
| №3 (весомость 0.80) | 0.625 | 0.236 | 0.147 | 0.091 | 0.034 | * | Картер | |
| 0.081 | 0.050 | 0.019 | ||||||
| 0.032 | 0.020 | 0.0076 | ||||||
| 0.131 | 0.081 | 0.031 | * | Звездочка | ||||
| 0.131 | 0.081 | 0.031 | * | поршень | ||||
| 0.032 | 0.020 | 0.0076 | ||||||
| 0.032 | 0.020 | 0.0076 | ||||||
| 0.032 | 0.020 | 0.0076 | ||||||
| 0.086 | 0.053 | 0.020 | ||||||
| 0.060 | 0.037 | 0.0142 | ||||||
| 0.032 | 0.020 | 0.0076 | ||||||
| 0.032 | 0.020 | 0.0076 | ||||||
| 0.032 | 0.020 | 0.0076 | ||||||
| 0.098 | 0.061 | 0.023 | ||||||
| 0.042 | 0.026 | 0.0099 |
*Детали, нуждающиеся в повышении качества.
В таблице 11 рассчитана разница в показателях качества деталей, требующих улучшения в абсолютном выражении (Δ=qбаз.- qоц.) и в процентах (%).
Таблица 11 Перечень деталей, требующих улучшения качества
| № деталей | Качество деталей базового изделия qбаз. | Качество деталей оцениваемого изделия qоц. | Разница в натуральных величинах Δ= qбаз.- qоц | Разница в % | Наименование детали |
| 0.0116 | 0.0075 | 0.0041 | 54.6 | Фигурная манжета | |
| 0.059 | 0.038 | 0.021 | 55.2 | Фигурная гайка | |
| 0.106 | 0.069 | 0.37 | 53.2 | Картер |
Для определения методов повышения качества деталей, значительно уступающих по качеству базовым, необходимо пользоваться таблицей 12. В таблице .. перечислены ограничения , которые необходимо учитывать при определении управляющих инженерно-технических решений.
Таблица 12 Условия и ограничения , которые необходимо учитывать
при назначении управляющих инженерно-технических решений
| Если разница в показателях качества оцениваемого ТИ относительно базового составляет до ±15% , то считается, что оцениваемая деталь приблизительно соответствует по качеству базовой, т.е. никаких корректирующих действий проводить не надо. ±15% - методическая погрешность, состоящая из погрешностей: ±5% - субъективность экспертов при назначении оценок и коэффициентов весомости, ±5% - умение правильно читать чертежи (знание ЕСКД), ±5% - знание технологии обработки деталей (знание ЕСТД). | |
| Если показатели качества оцениваемой детали относительно базовой ниже на 16…50% , то требуется изменение параметров деталей, которые в максимальной степени соответствовали по качеству базовым деталям (параметры точности, шероховатости, качество покрытия и пр.) | |
| Если показатели качества оцениваемой детали относительно базовой ниже на 51…70% , то требуется пересмотр конструкции и технологии обработки детали (изменение конструкции и технологии обработки). | |
| Если ниже на 71-80% тот оцениваемая деталь требует замены на принципиально новую по конструкции и функциональности. |
Исходя из рекомендаций таблицы 12, можно установить, что детали - фигурная манжета, фигурная гайка и картер, требуют пересмотра конструкции и технологии обработки деталей.
9. Предложения по улучшению конструкции гидроцилиндра
После определения качества деталей и сборочных единиц относительно базового, получено, что качество оцениваемого гидроцилиндра ниже базового. Для повышения качества оцениваемого гидроцилиндра по сравнению с базовым, предлагается следующее.
1. Сборочная единица №2 (фигурная гайка) имеет в своем составе 4 детали, которые не в полной мере препятствуют проникновению извне пыли и абразивных частиц в тормозную жидкость гидроцилиндра. Новая конструкция этой сборочной единицы изображена на рисунке 3. Четыре детали в сборочной единице №2 заменены на пробку из пористого полиамидного материала и поддерживающую тарелку. Пробка из пористого полиамидного материала пропускает воздух, но не пропускает пыль, мелкие абразивные частицы, и тормозную жидкость из полости гидроцилиндра наружу.
2. Необходимо заменить резиновые манжеты (деталь - фигурная манжета №1.5) на манжеты из мягкого фторопласта, которые обладают высокой износоустойчивостью и 100%-ной устойчивостью от разъедающего действия тормозной жидкости.
3. Деталь «картер» необходимо переконструировать по типу конструкции, показанной на рисунке 5. Что касается конструктивных и технологических изменений, то повышение коэффициентов конструктивной и технологической сложности можно осуществить за счет введения следующих изменений в чертеже детали «картер»:
- повысить коэффициент точности за счет назначения более высоких квалитетов для большинства размеров (IT9-10).
- повысить коэффициент шероховатости за счет повышения чистоты поверхности большинства размеров (Ra 3.2).
- необходимо повысить коэффициент типа покрытия за счет введения хромирования внутренней полости цилиндра (повышение механической и коррозионной стойкости внутренней поверхности цилиндра).
- необходимо повысить коэффициент числа термообработок за счет введения искусственного старения (обеспечение стабильности размеров во времени) и покрытия внешних поверхностей грунтовкой ГФ (для последующей качественной окраски).
Предложенные изменения в конструкции позволят повысить качество и надежность гидроцилиндра до показателей базового гидроцилиндра.
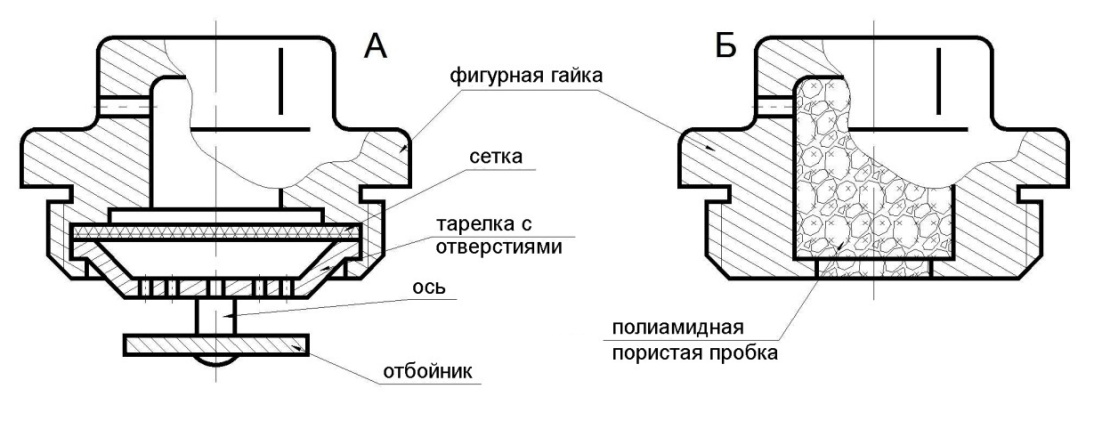
Рисунок 3 Конструкция крышки до (А) и после (Б) анализа качества изделия
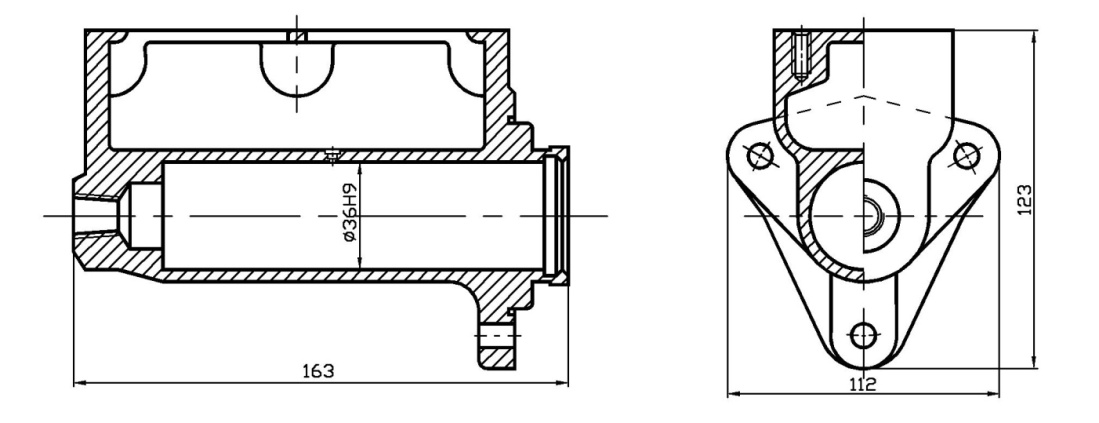
Рисунок 4 Конструкция картера до анализа качества изделия
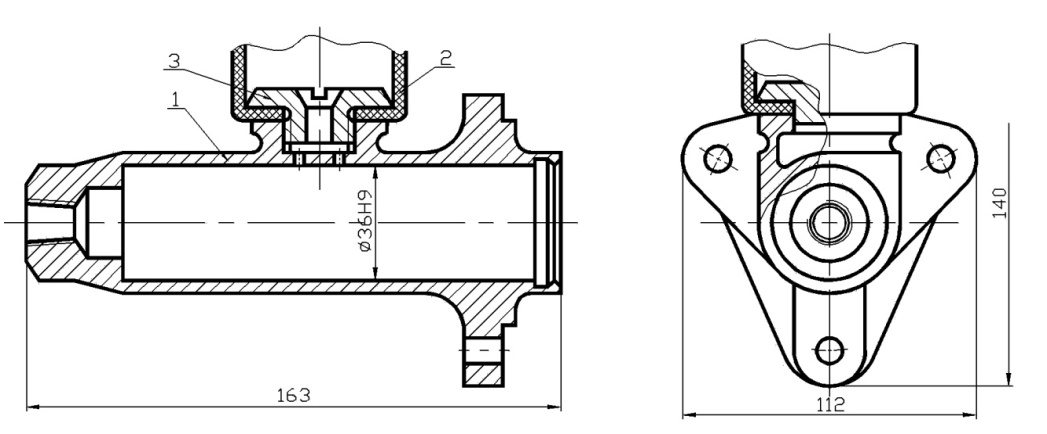
Рисунок 5 Конструкция картера после анализа качества изделия
1-картер, 2-емкость для тормозной жидкости из поливинилхлорида,
3-фигурный винт.
Приложения . Материалы для расчетов по курсовой работе
П1. Описание значимости деталей в обеспечении
функциональности изделия или сборочной единицы, и назначение
соответствующих балльных оценок rd .
| Описание детали и ее ответственности для функционирования сборочной единицы или изделия | Ориентировочная балльная оценка rd |
| Деталь малоответственная (крепежные болты и гайки, шайбы, шпонки, крышки, кольца, тяги, рукоятки, хомуты, и пр. вспомогательные, облегчающие эксплуатацию готового изделия). | |
| Деталь обычная (простые валы и оси, гладкие и ступенчатые; крышки подшипников, пружины неответственные, детали из листового проката; щиты кожухов тележек и кабин; кронштейны, пружины, мембраны, сильфоны и др.) | |
| Деталь из не металлических материалов (резинотехнические изделия – манжеты, прокладки, уплотнители и пр.) | |
| Ответственная деталь (подшипники скольжения, направляющие для поступательного движения, соединительные, направляющие, обеспечивающие перемещение других деталей в заданном направлении) | |
| Сложная деталь (станины, кронштейны, крышки и т. п., коробки скоростей и коробок подач, фартуки, поворотные круги, оправки, балансировочные оправки) | |
| Сложная и ответственная деталь ( поршни, шатуны, цилиндры, нагруженные рычаги сложной формы, зубчатые колеса, шкивы, звездочки, коленчатые и кулачковые валы). |
П2 Исходные данные для расчета коэффициента конструктивной сложности
| Параметры деталей, Ктч, Кш, N, NR, NTR | |||
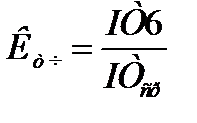
Коэффициент точности
| Коэффициент шероховатости
| Число размеров, обеспечиваемых механической обработкой, N | Число размеров обозначающих резьбу, NR |
| Пересчет значений параметров Ктч, Кш, N, NR, NTR на показатели качества, qКтч, qКш, qN, qR, qNТ | |||
| Показатель качества по точности обработки qТч | Показатель качества по шероховатости qш | Показатель качества по числу размеров N, обеспечиваемых механической обработкой, qN | Показатель качества почислу размеров, обозначающих резьбу NR , qR |
|
Показатель качества
по точности обработки равен коэффициенту точности
qКтч=Ктч=
| Показатель качества
по шероховатости равен коэффициенту шероховатости
qКш=Кш
| Количество размеров до 5 qN =0.81-0.9 | Число размеров-1 qNR=0.81-0.9 |
| Количество размеров 6-10 qN =0.71-0.8 | Число размеров - 2 qNR=0.71-0.8 | ||
| Количество размеров 11-20 qN =0.7-0.61 | Число размеров - 3 qNR=0.61-0.7 | ||
| Количество размеров 21-30 qN =0.51-0.6 | Число размеров - 4 qNR=0.51-0.6 | ||
| Количество размеров 31-40 qN =0.41-0.5 | Число размеров - 5 qNR=0.41-0.5 | ||
| Количество размеров 41-55 qN =0.31-0.4 | Число размеров - 6 qNR=0.31-0.4 | ||
| Количество размеров 55-70 qN =0.1-0.3 | Число размеров - 7 и выше qNR=0.3-0.1 |
П3 Исходные данные для расчета коэффициента технологической сложности
| Технологические параметры | Описание технологического параметра | Показатель качества технологического параметра | ||
| Тип заготовки | Круглый прокат, профильный прокат | qзаг = 0.7 | ||
| Поковки | qзаг = 0.5 | |||
| Литье | qзаг = 0.3 | |||
| Параметр, отражающий технологичность механической обработки | Наличие требований к перпендикулярности, параллельности, плоскостности, соосности и пр. | qппп=0.3. | ||
| Нет требований | qппп=0.7 | |||
| Тип покрытия | оксидирование | qпк=0.3 | ||
| никелирование | qпк=0.6 | |||
| хромирование | qпк=0.8 | |||
| Показатель количества термических обработок | Детали без термических и химических обработок | qТR =0.0 | ||
| Однократная термическая и химическая обработка | qТR =0.3 | |||
| Двукратная термическая и химическая обработка | qТR =0.4 | |||
| Трехкратная термическая и химическая обработка | qТR =0.5 | |||
| Четырехкратная термическая и химическая обработка | qТR =0.6 | |||
П4 Расчет коэффициента конструктивной сложности
детали «картер»
| Определение | Расчет | |||
| 1.Расчет коэффициента точности
| Общее количество механически обработанных поверхностей – 41. Из них количество поверхностей с квалитетами:
IТ9-1 шт., IТ10-3 шт., IT12-6 шт., IT14 -31 шт.,
Среднее значение квалитетов всех поверхностей:
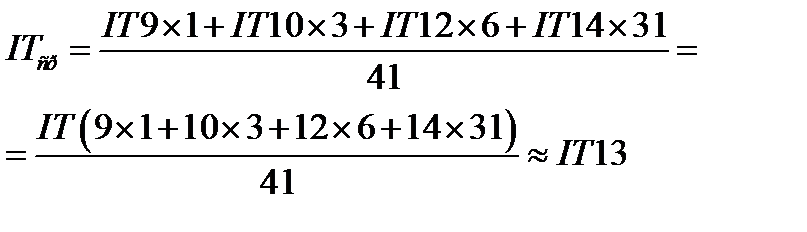 Для размера 63 -межцентровое расстояние (может быть выбран любой размер детали) допуск квалитета IT6, составляет Т6 =19 мкм. , для IT13 Т13= 460 мкм. Эти значения допусков указаны в таблице ГОСТ 25346—82.
Для размера 63 -межцентровое расстояние (может быть выбран любой размер детали) допуск квалитета IT6, составляет Т6 =19 мкм. , для IT13 Т13= 460 мкм. Эти значения допусков указаны в таблице ГОСТ 25346—82.  ,. Таким образом: Ктч= qКтч =0.041. ,. Таким образом: Ктч= qКтч =0.041.
| |||
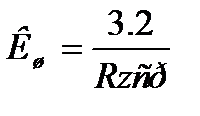
2.Расчет коэффициента шероховатости, 
| Где: Rz 3.2 мкм — значение базового параметра шероховатости для 8-го класса шероховатости, по ГОСТ 2789-7315.
Rа для 8-го класса шероховатости Rа= Rz : 4=3.2 : 4 =0.8 мкм.
Rа.ср— среднее значение параметра шероховатости Rа на всех обрабатываемых поверхностях:
 п — общее число обрабатываемых поверхностей,
Rа.i— параметр шероховатости i-й поверхности,
Рi — количество поверхностей детали, имеющих соответствующую шероховатость Rz.
Количество размеров с определенной шероховатостью:
Ra 1.6 -1, Ra 3.2 – 1, Ra 6.3 – 2.
Тогда:
п — общее число обрабатываемых поверхностей,
Rа.i— параметр шероховатости i-й поверхности,
Рi — количество поверхностей детали, имеющих соответствующую шероховатость Rz.
Количество размеров с определенной шероховатостью:
Ra 1.6 -1, Ra 3.2 – 1, Ra 6.3 – 2.
Тогда:  Коэффициент шероховатости при базовом (заданном) значении шероховатости восьмого класса Rа= 0.8 мкм будет равен:
Коэффициент шероховатости при базовом (заданном) значении шероховатости восьмого класса Rа= 0.8 мкм будет равен:
 Таким образом: Кш= qКш =0.183.
Таким образом: Кш= qКш =0.183.
| |||
| 3.Расчет показателя качества в зависимости от числа размеров, обеспечиваемых механической обработкой, N | Для детали, у которой на чертеже указано 53 размера, обеспечиваемых механической обработкой показатель качества qN ≈ 0.3. | |||
| 4.Расчет показателя качества в зависимости от числа размеров, обозначающих резьбу, NR | Для детали, у которой на чертеже показано 7 размеров, обозначающих резьбу, qNR ≈ 0.3. | |||
| 5. Расчет коэффициента конструктивной сложности детали «картер» | ||||
Среднеарифметический показатель качества детали  рассчитывают как среднее арифметическое параметров качества qd рассчитывают как среднее арифметическое параметров качества qd 
| Выше было получено:
qКтч =0.041, qКш =0.183, qdN ≈ 0.75, qNR ≈ 0.85,
поэтому:
| |||
П5. Пример формулирования предложений по улучшению конструкции
технического изделия (на примере гидроцилиндра по черт.47.000 СБ)
| После определения качества деталей и сборочных единиц относительно базового, получено, что качество оцениваемого гидроцилиндра ниже базового. Для повышения качества и, следовательно, надежности оцениваемого гидроцилиндра по сравнению с базовым, предлагается следующее: - сборочная единица №2 (47.2) имеет в своем составе 4 детали, которые не в полной мере препятствуют проникновению извне пыли и абразивных частиц в тормозную жидкость гидроцилиндра. Новая конструкция этой сборочной единицы изображена на рисунке 5б. Четыре детали в сборочном узле 47.2 заменены на пробку из пористого полиамидного материала и поддерживающую тарелку. Пробка из пористого полиамидного материала пропускает воздух, не пропускает пыль, мелкие абразивные частицы, и тормозную жидкость из полости гидроцилиндра наружу. - картер необходимо переконструировать и по типу конструкции, показанной на рисунке 7; - необходимо заменить резиновые манжеты на манжеты из мягкого фторопласта, которые обладают высокой износоустойчивостью и 100%-ной устойчивостью от разъедающего действия тормозной жидкости. Введенные изменения в конструкции позволят повысить качество и надежность гидроцилиндра до показателей базового (образцового) гидроцилиндра. |
П6 Значения допусков для линейных размеров в мкм по ГОСТ
П6 . Пример оформления титульного листа
| ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ |
| МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ «МАМИ» |
| Кафедра «Стандартизация, метрология и сертификация» |
| Курсовая работа |
| Определение качества реальных технических изделий на стадии рабочей документации (РД) |
| Студент: Петров И. В. |
| Группа: 7 ВМС-5 |
| Преподаватель: Мартишкин В. В. |
| Дата выдачи задания: |
| Оценка выполненной работы: |
П7. Варианты заданий и номера чертежей
для курсовой работы
| Вариант задания | ||||||||
| № чертежа |
| Вариант задания | ||||||||
| № чертежа |
| Вариант задания | ||||||||
| № чертежа |
| Вариант задания | ||||||||
| № чертежа |
Использованная литература
1. Аксарин П.Е. Чертежи для деталирования. Изд. «Машиностроение»,
1993 г.,160 стр.
2. Кане М.М. и др. Системы, методы и инструменты менеджмента качества. Изд. «Питер», 2008г., 560 стр.
| <== предыдущая страница | | | следующая страница ==> |
| УТВЕРЖДАЮ. Расчет цены на масло подсолнечное рафинированное дезодорированное вымороженное, наливом № | | | Введение. Приложение 1 Типы зданий подвергающиеся к разрушениям |
Дата добавления: 2015-07-26; просмотров: 386; Нарушение авторских прав

Мы поможем в написании ваших работ!