Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
ХАРАКТИРИСТИКА СОЕДИНЕНИЙ МК
Развитие металлургических процессов получения железа и проката из него требовало новых способов соединения отдельных стержней в конструкцию. Так появились заклепки, которые ставились в горячем виде в предварительно образованные в деталях отверстия. Этот вид соединения позволил создавать новые конструктивные формы - клепаные балки, фермы, котлы, резервуары.

При помощи заклепок и болтов создавались соединения с дискретными (т.е. прерывистыми) связями, что затрудняло автоматизацию выполнения таких соединений.
Применение сварки упростило конструктивную форму традиционных строительных конструкций, так как отпала необходимость использовать вспомогательные соединительные детали, без которых нельзя выполнить заклепочные и болтовые соединения (рис. 4.2, г). С другой стороны, сварка позволила механизировать и автоматизировать процесс создания соединения. В настоящее время сварка является основным технологическим процессом, используемым для соединений строительных стальных конструкций.
Применение сварки наряду с очевидными технологическими преимуществами влечет за собой и некоторые негативные особенности, которые необходимо учитывать при проектировании сварных соединений. К таким особенностям относятся повышенная концентрация напряжений, обусловленная наличием в швах дефектов (подрезы, непровары, поры, шлаковые включения); механическая неоднородность сварных швов; остаточные сварочные напряжения; возможные отклонения конструктивных элементов от проектной формы', вызванные сварочными деформациями. Перечисленные факторы (особенно при их неблагоприятном сочетании) могут существенно влиять на работоспособность сварных конструкций в условиях статического и циклического нагружения, являясь причинами разрушений хрупкого и усталостного характера.
Болтовые соединения конструкций появились раньше сварных. Простота единения и надежность в работе способствовали их широкому распространению в строительстве при монтаже металлических конструкций.
Однако болтовые соединения более металлоемки, чем сварные, так как имеют стыковые накладки, а отверстия для болтов ослабляют сечения элементов. Последнее частично компенсируется допущением упругопластической боты элементов и введением соответствующего коэффициента условий ра-ты, а для элементов стыка на высокопрочных болтах — уменьшением фактического ослабления за счет передачи части действующего усилия трением между соединяемыми элементами за пределами ослабленного сечения.
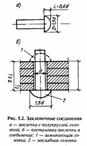
Заклепочные соединения. Заклепочные соединения, являющиеся в прошлом основным видом соединений металлических конструкций, из-за неудобств технологического процесса клепки (необходимость нагрева заклепок до температуры 800°С) и перерасхода металла на соединение в настоящее время почти полностью вытеснены сваркой и высокопрочными болтами при монтаже. Заклепки изготовляют из специальной углеродистой или низколегированной стали, обладающей повышенными пластическими свойствами (рис. 5.2,а). В отверстия вставляют стержень заклепки, ударами пневматического молотка или давлением клепальной скобы его осаживают, увеличивая в диаметре, плотно заполняя отверстие с одновременным образованием замыкающей головки (рис. 5.2,6).
Клепку ведут горячим и холодным способами. При использовании горячего способа разогретую до ярко-красного каления (Т л 800°С) заклепку вставляют в отверстие и клепкой образуют замыкающую головку. Поставленная заклепка, остывая, стягивает соединяемые элементы, что существенно улучшает работу соединения на сдвигающие силы благодаря возникающим при этом силам трения.
При холодной клепке, выполняемой только на заводе, металл заклепки пластически деформируется клепальной скобой, образуя замыкающую головку. Сила стягивания заклепкой соединяемых элементов при этом получается значительно меньшей, однако сам процесс клепки более прост. Такой способ клепки часто используется при изготовлении конструкций из алюминиевых сплавов.
Работа заклепочных соединений на сдвиг носит промежуточный характер между работой обычных и высокопрочных (сдвигоустойчивых) болтов, так как силы стягивания пакета значительны, но недостаточны для восприятия сил сдвига только трением. Поэтому, расчет их аналогичен расчету обычных болтов, а наличие сил трения учитывается повышением расчетных сопротивлений. Однако действующий СНиП не дает расчетных указаний о заклепочных соединениях, и при усилении существующих клепаных конструкций надо пользоваться нормативными указаниями прошлых лет.
| <== предыдущая страница | | | следующая страница ==> |
| ПРЕД-Х СОСТ-Й | | | ВИДЫ СВАРКИ, ТИПЫ СВАРНЫХ ШВОВ И СОЕДИНЕНИЙ, ИХ РАСЧЕТ |
Дата добавления: 2015-07-26; просмотров: 220; Нарушение авторских прав

Мы поможем в написании ваших работ!