Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Манипуляторы
|
Читайте также: |
Вспомогательное оборудование кузнечно-прессовых цехов.
Ножевые балки.
В современных конструкциях ножниц ножевые балки выполняют сварными из толстолистовой стали: а) с верхней подвеской и б) с нижней подвеской. К ножевой балке сверху или снизу приваривают кронштейны с отверстиями для осей крепления малой головки шатуна.
К ножевой балке винтами прикреплены ножи и задний упор. Усилие на ножевую балку передается от коленчатого вала посредством двух шатунов. В верхнем положении балка удерживается пружинами, а при ремонте фиксируется в верхнем положении двумя штырями, вставленными в отверстие ножевой балки и станины. Во время работы ножниц разрезаемый лист прижимается к столу ножниц прижимной балкой, связанной выступами с ножевой балкой, благодаря чему прижим осуществляется автоматически и согласованно с движением ножевой балки.
Ремонту подвергают направляющие поверхности ножевой балки и отверстия подвески ножевой балки к эксцентриковому валу.
Для увеличения срока службы и упрощения ремонта ножевых балок направляющие поверхности после строгания рекомендуется предохранять от износа постановкой на винтах или наклейкой текстолитовых пластин, допускается также постановка стальных каленых и шлифованных пластин.
Прижим. На гильотинных ножницах устанавливают главным образом механические прижимы листа, выполненные в виде прижимной траверсы, закрепленной в пазах станины и связанной с ножевой балкой. Усилие прижима создается пружинами, расположенными в специальных корпусах. Ремонт прижимных балок сводится к восстановлению направляющих поверхностей балок путем зачистки и шабрения мелких поверхностных дефектов или строгания при наличии грубых дефектов, установления текстолитовых или металлических сменных направляющих пластин и замены ослабленных пружин и изношенных резиновых прижимных накладок.
На ножницах современных конструкций встречается также гидравлический прижим. К прижимной балке усилие прижима передается гидравлическими пружинами. При ремонте такого прижима помимо ремонта направляющих прижимной балки необходимо производить ремонт гидравлического насоса с гидроцилиндром, а также гидравлических пружин, представляющих собой поршневые гидроцилиндры, у которых поршни со стороны штока подпружиниваются металлическими пружинами.
Устройством, которое всесторонне механизирует вспомогательные работы при ковке и самый процесс ковки, называется манипулятором. Манипуляторы могут производить следующие движения:
1) захватывание клещами заготовки;
2) вращение заготовки вокруг оси хобота;
3) передвижение заготовки в горизонтальной плоскости взад и вперед («от себя» и «на себя»);
4) передвижение заготовки в горизонтальной плоскости направо и налево;
5) подъем и опускание заготовки.
Все кузнечные манипуляторы можно разделить на два вида:
1) подвесные;
2) напольные: безрельсовые и рельсовые.
Подвесной манипулятор. Манипулятор предназначен для протяжки слитков весом до 1500 кг на квадрат, круг, шестигранник и полосу. Он состоит из электрокантовального механизма, патрона и механизированных клещей. К мостовому крану (рис. 2.10) на два крюка через пружинные амортизаторы подвешен электрокантователь, причем на одном крюке установлена холостая звездочка, а на втором кантователь.
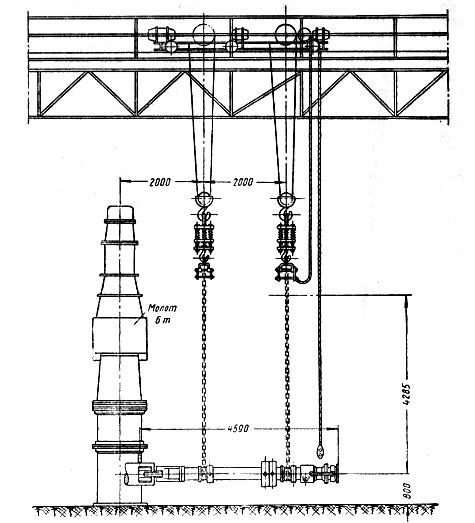
Рисунок 2.10 – Подвесной манипулятор.
Питание электродвигателя производится подвесным проводом с крана. Для возможности включения кантователя с пола, с крана на рабочее место спущен грушевидный выключатель. Кантователь через цепь передает вращение уравновешивающему патрону и клещам. Указанная конструкция манипулятора рассчитана на работу ковочного пресса . с числом ходов от 40 до 60 в минуту, в связи с чем частота включений крановой тележки доведена до 60 в минуту, а число оборотов кантователя—18 в минуту.
Патрон манипулятора имеет на одном конце сменную головку для клещей, а на другом его конце смонтирован пневматический цилиндр для зажима клещей. Клещи выполнены в двух вариантах: с губками дли захвата слитков и с кернами для ковки цилиндрических заготовок и штамповых кубиков. На патроне закреплены две звездочки. Между звездочками подвешиваются разъемные противовесы, с помощью которых центр тяжести всей подвески (с поковкой) всегда располагается между точками подвеса независимо от размеров заготовки.
Напольные безрельсовые манипуляторы. Безрельсовый кузнечный манипулятор на колесах автомобильного типа служит для поворачивания кузнечных заготовок при ковке под молотом или прессом и для транспортировки заготовок, поковок и отходов. Кроме горизонтального перемещения заготовок и поковок, безрельсовый манипулятор производит следующие движения: зажатие и раскрывание клещей, подъем и опускание хобота, неограниченное вращение хобота по и против часовой стрелки и наклонение хобота вверх и вниз.
Манипуляторы на автомобильном ходу строятся грузоподъемностью от 0,5 до 10 т. Они весьма компактны, не загромождают рабочего места, отличаются большой маневренностью и возможностью многостороннего применения. Они не требуют рельсовых путей и поэтому свободно могут передвигаться по полу цеха, экономя много времени.
Напольные рельсовые манипуляторы. В прессово-ковочных цехах серийного производства для механизации процесса ковки и вспомогательных работ чаще всего применяются напольные манипуляторы с передвижением по рельсам, проложенным на полу цеха. Кузнечные манипуляторы делятся на следующие 5 типов:
I тип. Манипулятор имеет тележку и мост, передвигающийся по железнодорожным рельсам. Хобот поворота вокруг вертикальной оси не имеет. Благодаря широкой базе моста перемещающаяся по нему тележка может широко оперировать с длинными поковками в направлении их оси. Перемещение поковки в горизонтальной плоскости направо и налево производится путем передвижения моста по рельсам.
II тип. Манипулятор с ширококолейным мостом, на котором покоится тележка, вращающаяся вокруг вертикальной оси на 360°. На платформе тележки установлены металлоконструкции, к которым подвешивается хобот. По сравнению с манипулятором I типа он более универсален в отношении использования его, при разных планировках прессово-ковочных и печных агрегатов. Однако конструктивно он более сложен и относительно дорог. По сравнению с I типом он менее устойчив.
III тип. Манипулятор моста не имеет. Тележка, представляющая манипулятор, имеет движение непосредственно по рельсам, проложенным на полу цеха. Вращательное движение тележки, а следовательно, и хобота вокруг вертикальной оси отсутствует. Отсутствие моста и вращения тележки делает манипуляторы III типа наиболее устойчивыми и компактными. Недостатком их является отсутствие возможности брать заготовку со стола.
IV тип. Конструктивно он напоминает манипулятор II типа. Из-за отсутствия моста тележка передвигается непосредственно по рельсовому пути, проложенному на полу цеха. С помощью поворотной платформы производится вращение заготовки (хобота) на 360° вокруг своей вертикальной оси. Манипулятор IV типа универсален и при работе с шаржир-машиной или краном обеспечивает хорошее использование пресса.
V тип. Манипулятор не имеет поступательного движения моста. Он вращается вокруг вертикальной оси по круговым рельсам, проложенным на полу цеха. Передвижение заготовки вперед и назад осуществляется тележкой, движущейся по рельсам, проложенным на балках моста.
Наряду с манипулированием в процессе ковки кузнечные манипуляторы при соответствующем расположении прессов и печей могут производить загрузку в печь, выдачу из печи и подачу нагретой заготовки к прессу, заменяя в этом случае шаржирмашину или мостовой кран. Так как размеры клещей у манипулятора больше, чем у шаржир-машины, то при обслуживании им печей последние должны иметь загрузочные окна больших габаритов, что не может не влиять отрицательно на к. п. д. печей. Способ обслуживания печей и пресса одним и тем же манипулятором заслуживает внимания лишь в тех случаях, когда по условиям планировки и имеющихся в цехе площадей прокладка ширококолейного пути для шаржир-машины исключена.
На рис.2.11 приведены типичные планировки печей и прессов со схемами расположения манипуляторов применительно к каждому типу при обслуживании ими печей и пресса. При работе манипуляторов I типа (см. эскиз а) фронт пресса, печей, склада слитков и стеллажа поковок планируется в одну линию в непосредственной близости от крайнего рельса железнодорожного пути манипулятора. По фронту манипулятор делает четыре основных движения; вправо, влево, назад и вперед. Подача слитков со склада производится передвижением тележки вперед, захватом слитка и передвижением тележки назад. Посадка в печь производится перемещением: а) моста по рельсам до печи; б) тележки по мосту вперед с раскрытием клещей в печи. Выдача из печи нагретого слитка осуществляется захватом слитка и перемещением: а) тележки по мосту назад; б) моста влево до пресса; в) тележки вперед до установки слитка на наковальню.
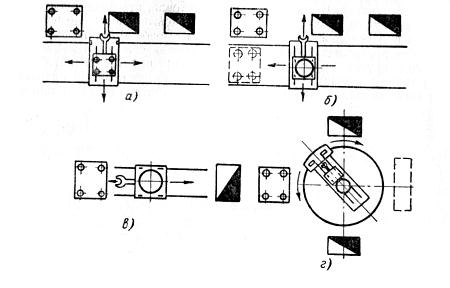
а – I тип, б – II тип, в –IV тип, г – V тип.
Рисунок 2.11 – Схемы типичных планировок прессов и печей при обслуживании их манипуляторами.
При работе манипулятор II типа (см. эскиз б) пресс и печи могут располагаться аналогично I типу, или же пресс может замыкать рельсовый путь, как показано пунктиром на эскизе б. В зависимости от имеющихся в цехе площадей возможно и двустороннее расположение печей или пресса и печей относительно рельсового пути. При одностороннем расположении печей и пресса перемещение заготовки вперед и назад производится аналогично I типу, а при тупиковом расположении пресса необходимо перемещение моста налево и направо.
Манипуляторы III типа, не имея вращения вокруг вертикальной оси, а также из-за отсутствия моста не могут обслуживать одновременно и печи и пресс. Вся их работа заключается исключительно в манипулировании заготовки под прессом.
При работе манипуляторов IV типа (см. эскиз в) из-за отсутствия моста, а следовательно, и поперечных движений (относительно рельсового пути) тележки они могут обслуживать наряду с прессом лишь одну печь. Так как одна камерная печь по производительности для пресса недостаточна, то практически манипуляторы этого типа для обслуживания печей применяются в редких случаях.
Несколько лучше обстоит дело с манипуляторами V типа, позволяющими обслуживать до двух печей (см. эскиз г).
Основным назначением кузнечных манипуляторов (независимо от типа) является обслуживание непосредственно ковки под прессом. Только в механизации работ непосредственно в процессе ковки выявляются все преимущества манипуляторов по сравнению с ковочными кранами, воротяжками, кантователями и всякого рода подвесными устройствами. Эти преимущества следующие:
а) универсальность движений, позволяющая производить кантование в различных направлениях и оперировать с заготовками самых различных сечений;
б) быстрота и точность захвата обрабатываемых заготовок;
в) изменение скоростей вращения хобота в широких пределах;
г) возможность быстрой передачи заготовки вдоль бойка.
| <== предыдущая страница | | | следующая страница ==> |
| Оборудование для резки металла | | | Оборудование термических цехов |
Дата добавления: 2014-03-21; просмотров: 745; Нарушение авторских прав

Мы поможем в написании ваших работ!