Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Сложности при наложении
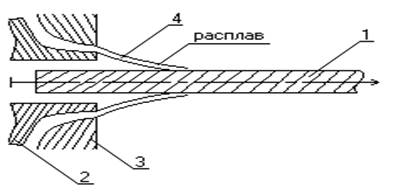
1. Заготовка
2. Дорн
3. Матрица
4. Конусная часть
Рис.4 Наложение изоляции из расплава
Можно получить толщину слоя меньше 0,1мм. Температура переработки 200 ¸220 °С, а в головке 350 ¸ 400 °С. Требуется стабильность температурного режима.
 где,
где,
В – вытяжка
Sиз – сечение изоляции
Sт – сечение трубки
Длина конуса зависит от сечения и толщены изоляции.
b - коэффициент равномерности вытяжки.
0,9 > b не происходит плотного прилегания.
1,2 > b нестабильность размеров.
Dт = 1,3 ¸ 2,6мм
Dт < 1,3 – излом изоляции.
Dт > 2,6 – нестабильность размеров. (Dт – толщина трубки)
Ф – 4D в виде порошка.
Накладывается: 1. Из суспензии (водной)
2. На непрерывных прессах
1. Может быть использован, если ТПЖ однопроволочная. Диаметр частицы 0,3 мк, концентрация порошка 28%. Накладывается методом окунания с последующей запечкой. Толщина небольшая 0,1 ¸ 0,7мм
за несколько проходов.
2. На прессах.
1. Просев порошка (для разрыхления)
2. Смешение с замасливателем
3. Выдержка пасты
4. Изготовление брикетов
5. Наложение изоляции
6. Удаление замасливателя
7. Запечка
Изготавливается брикетами в виде колец.
L=10D
D – зависит от диаметра цилиндрического пресса.
Брикеты делают в прессе с давлением Р=3.5Мпа
Затем их хранят в закрытой таре.
Рис.5 Брикет для изолирования.
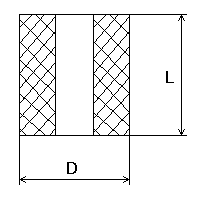
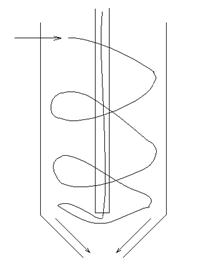
1. Корпус пресса
2. Рабочий цилиндр
3. Шток создающий давление
4. Дорнодержатель с дорном
5. Таблетка
6. Матрица
7. Печь для удаления замасливателя
8. Печь для запечки
9. Приемник
10. Изолированная ТПЖ
Подогревают только матрицу до 90°С, чтобы получить гладкую поверхность.
Длина матрицы 10¸12 толщины изоляции.
Рис.6 Пресс для наложения изоляции
После наложения изоляции жила поступает в печь для удаления замасливателя. Температура 150¸200°С. Длина печи 2¸3м, после печи замасливателя должно остаться не более 0.9%.
Печь для запечки изоляции с температурой выше температуры фазового перехода фторопласта 350¸370°С. От длины печи зависит линейная скорость, при длине 6 м скорость 5¸20 м/мин, в зависимости от толщины. Медная проволока жил должна быть защищена от окисления, серебро, никель, хром, сталь нержавеющая. Мах толщина изоляции 1 мм, в противном случае возникает вероятность образования пустот в изоляции.
Фторопласт при приложении давления деформируется.
Способы устранения хладотекучести:
1. Облучение частицами высокой энергии или g лучами.
2. Изоляцию делают комбинированную, т.е. чередование слоев (ленты фторопласта, стекловолокно пропитанное суспензией с последующей запечкой.)
3. Использование двух или трехслойных лент
Ф-ПИ (фторопласт поли имид )
Ф-ПИ-Ф (фторопласт поли имид фторопласт )
4. Использование резин на основе фтор каучуков.
Организация производства. Общая скрутка кабелей с резиновой и пластмассовой изоляцией
S = 0.1¸240 мм2
Число жил n = 1¸102
Шаг общей скрутки H = mDск (m = 10¸50)
1. Сечение жил меньше 10 мм2 n<7
1.1 Сигарные машины с диаметром щеки отдающей катушки 100¸630 мм.
1.2 Однофонарные машины (вертикального типа) диаметр щеки отдающей катушки 100¸200 мм.
1.3 Машины пучковой скрутки SD-1250
1.4 Машины разносторонней скрутки SZ скрутки
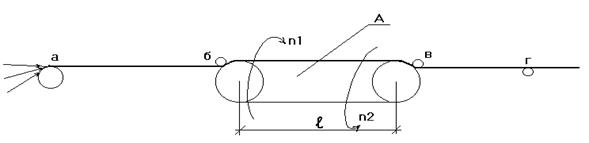
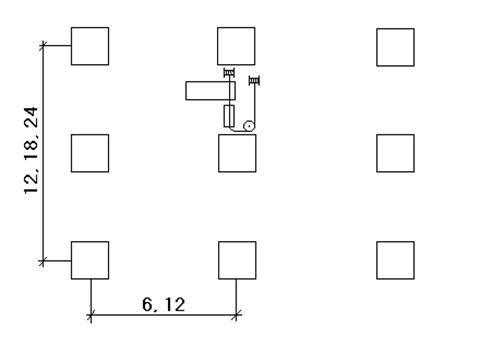
Рис.7 Принцип действия машины разностооронней скрутки
а, б, в, г – ролики
А – крутильная часть

Cначала задают вращение в сторону n1
а, б – влево
в, г – вправо
Как только левая скрутка появляется в точке вто направление движения меняется на n2.
Шаг скрутки  , (n1 = n2) n – число оборотов
, (n1 = n2) n – число оборотов
Вращающая часть имеет небольшие размеры и массу, т.е. имеет высокую производительность. При смене направлений вращения происходит нескручивание на длине примерно 1 м.
2. Сечение мало, n>7
Жилы имеют одинаковое сечение. При скрутке часто требуется обмотка.
2.1 Если фонарная машина, то после фонаря ставят обмотчик.
2.2 Дисковые машины, после фонаря ставят обмотчик.
3. Сечение S>10 мм2 , n<=7
3*S0; 3*S0+1*SЗ; 3*S0+1*SЗ+3*S1;
Желательно чтобы изолированные жилы скручивались с откруткой. Изоляция в напряжённом состоянии обладает меньшей стойкостью к старению и полимеризации.
Фонарные машины. Диаметр щеки отдающего барабана 1000¸2400 снабжаются ленто и броне обмотчиками.
Секторные жилы скручиваются без открутки.
Если секторные жилы многопроволочные и предварительно подкрученные, то скручивание производят с откруткой.
Универсальные машины.
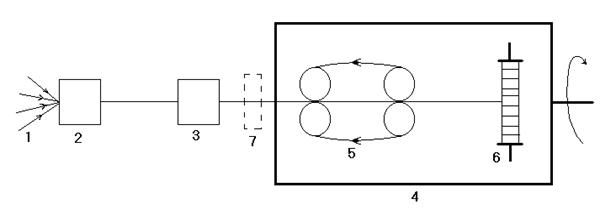 Рис.8 Универсальная машина для общей скрутки.
Рис.8 Универсальная машина для общей скрутки.
1. Изолированная жила
2. Розетка
3. Калибр
4. Крутильная часть
5. Тяговое устройство
6. Приёмник
7. Обмотчик
Меньшие размеры по сравнению с фонарными машинами. Большие скорости, простата обслуживания.
При общей скрутке (большие сечения) возникает следующая проблема.
Межфазовые пространства.
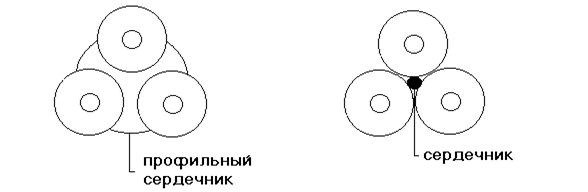
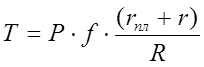
Рис.9 Виды сердечников.
Если барабан с профильным сердечником установлен после фонаря, то сердечник предварительно должен быть подкручен, с шагом равным шагу общей скрутки.
 , где nM число оборотов матрицы.
, где nM число оборотов матрицы.
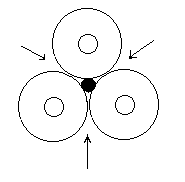 Если есть обмотка по общей скрутке, то внешние пустоты оставляют. Если обмотки нет, то заполняют материалом оболочки, накладывают с обжатием.
Если есть обмотка по общей скрутке, то внешние пустоты оставляют. Если обмотки нет, то заполняют материалом оболочки, накладывают с обжатием.
Рис.10 Внешние пустоты.
Организация производства кабелей с резиновой и пластмассовой изоляцией
Контрольные кабели.
Сечение S = 10 мм2 , число жил n = 2¸102
Для данных кабелей можно организовать поточное производство. Совмещают волочение, отжиг, нагрев жилы, наложение изоляции, её охлаждение, испытания повышенным напряжением, приём в тару.
Волочение самый скоростной процесс (1200 м/мин). Экономически выгодно совмещать при скоростях больше 500 м/мин.
Силовые кабели.
Требования: чтобы между экранами и изоляцией не было зазора. Можно сделать используя электропроводящие резины. Накладывать их надо одновременно. Существуют головки которые накладывают одновременно 2-3 слоя.
Планировка оборудования.
Агрегаты могут устанавливаться вдоль или поперёк пролёта
Отделение по нанесению фторопластовой изоляции располагают в отдельном помещении из-за токсичности. Отделения по лакированию и оплётке также в отдельных помещениях.
Рис.11 Планировка оборудования.
Т.к. фторопласт электролизуется, а допускать этого нельзя (осядет пыль), в помещениях особый режим чистоты.
Транспортные средства в цехе.
Используются мостовые краны:
 Кран-балки (если число перевозимых барабанов небольшое)
Кран-балки (если число перевозимых барабанов небольшое)
С заводского склада в цех привозят либо используя электропогрузчики либо автопогрузчики.
Пневмотранспорт экономически выгоден когда объём производства большой.
Рис.12 Мостовой кран.
Исходные данные для расчёта:
1. Необходимо иметь планировку оборудования и производственную схему трубопроводов пневмотранспорта.
2. Нужно знать сколько изгибов и переключателей.
3. Необходимо знать количество перерабатываемого материала, Q
4. Определить необходимую часовую производительность пневмотранспорта.  , кг/час
, кг/час
К – коэффициент неравномерности нагрузки К = 1,05¸1,1
5. Выбрать скорость гранул в трубопроводе в зависимости от размеров и плотности материала.
6. Выбрать скорость воздуха в трубе. ПЭ – 20 м/с
7. Концентрация смеси n=Gm/Gвозд, где Gm – вес материала в единице объёма.
Принципиальная схема пневмотранспорта.
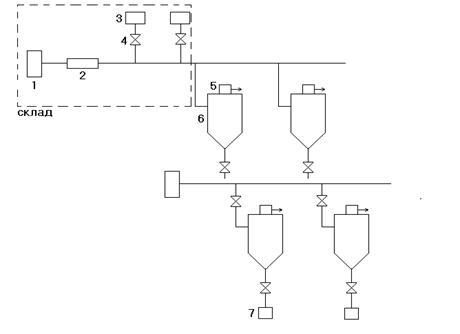
1. Фильтр
2. Калорифер
3. Бункеры с порошком
4. Вентили
5. Вакуумные насосы
6. Промежуточные циклоны – осадители.
7. Пресс
Рис.13 Принципиальная схема пневмотранспорта.
Порядок расчёта.
Выбор оборудования.
Расчёт необходимого диаметра провода
 = 2,9 Т/час,
= 2,9 Т/час,  = 5,
= 5,  = 0.092 м
= 0.092 м
Уточняем фактическую концентрацию.
 = 4,25
= 4,25
Проверим границу завала (Это концентрация гранул при которой происходит оседание гранул в трубопроводе.)
 = 6,25
= 6,25
>(так должно быть)
Выбор вакуумного насоса.
1. Расчёт необходимого расхода воздуха.
 = 0,157 м3/см
= 0,157 м3/см
2. Расчёт потерь давления в трубопроводе.
 , где
, где  - сопротивление трубопровода передвижению
- сопротивление трубопровода передвижению
аэросмеси.

 - потери давления при движении чистого воздуха
- потери давления при движении чистого воздуха
 - дополнительные потери при движении гранул
- дополнительные потери при движении гранул
 - потери на изгибах, переключателях
- потери на изгибах, переключателях
 - потери на разгон частиц
- потери на разгон частиц
 - потери в фильтре
- потери в фильтре
 - потери в калорифере
- потери в калорифере
 - потери на выходе
- потери на выходе
 , по
, по  и
и  выбираем вакуумный насос.
выбираем вакуумный насос.
 Выбор циклона.
Выбор циклона.


Выбираем циклон
Рис.14 Циклон.
Расчёт необходимой мощности калорифера.

 - плотность воздуха
- плотность воздуха
 - расход воздуха в единицу времени кг/с
- расход воздуха в единицу времени кг/с
 - конечная температура
- конечная температура
 - начальная температура
- начальная температура
Поверхность нагрева калорифера.
 , м2
, м2
К – коэффициент теплоотдачи (лит.4)
 - средняя температура теплоносителя
- средняя температура теплоносителя
 - средняя температура воздуха
- средняя температура воздуха
Выбираем калорифер
Производства силовых кабелей с пропитанной бумажной изоляцией
1. “Производство кабелей и проводов” под редакцией Белоусова.
2. “Основы кабельной техники”
3. “Сушка и пропитка силовых кабелей”
4. “Теплофизические и технологические основы сушки бумажной изоляции высоковольтных кабелей”
5. “Основы теории изолирования бумажными лентами одножильных высоковольтных кабелей”
Оборудование для изолирования
Могут быть вертикальные, для небольшого числа лент, и горизонтальные.
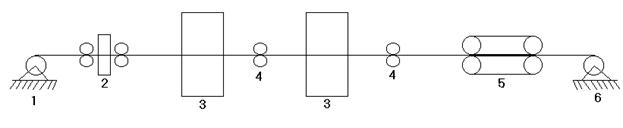 Рис.15 Наложение бумажной изоляции.
Рис.15 Наложение бумажной изоляции.
1. Отдающее устройство
2. Выпрямляющие ролики
3. Головка с бумагообмотчиками
4. Поддерживающие ролики
5. Тяговое устройство (гусеничное)
6. Приёмное устройство
Гусеничная тяга, чтобы избежать лишних изгибов до сушки
Недостатки гусеничной тяги:
При использовании усилие тяжения прикладывается к внешним слоям.
Каждая бумажная лента снабжается автоматом на обрыв (время срабатывания <0,1 сек). Число бумажных роликов в головке 8 ¸ 20, оно ограничено толщиной бумажной ленты.
d = 0,12
D’ – радиальная толщина слоя
D’ = 8 × 0,12 = 0,96 мм
D’ = 20 × 0,12 = 2,4 мм
Увеличение диаметра вызывает увеличение зазора.
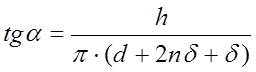 , n – число уже положенных лент
, n – число уже положенных лент
h – шаг (в головке одинаковый),
e – зазор  ,
,  ,
,  - число оборотов
- число оборотов
при увеличении d уменьшается a, b – const.(ширина бумажных лент)
16 ¸ 20 лент в одной головке только для высоковольтных кабелей, где d = 0,08. В последних обмотчиках можно изменять шаг и не полностью загружать обмотчики. Расход бумаги с одного ролика составляет 40 – 90 мин.
Типы бумагообмотчиков.
Бумагообмотчики могут быть простые, плоские, тангенциальные, полу тангенциальные, и центральные.
1. Ось бумажного ролика расположена таким образом, что лента сходя с него накладывается под нужным углом. (простой бумагообмотчик) накладка лент при бронировании. Ко всем бумагообмотчикам предъявляется требование – они должны обеспечивать одинаковое натяжение кромок лет.
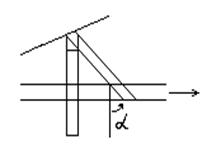
2. Плоские обмотчики.
Ось ролика параллельна оси жилы.
j - угол между сбегающей лентой и
Рис.16 Наложение бумажной ленты на плоском обмотчике.
При вращении малое сопротивление воздуху. Но большие размеры бумага обмотчика
3.Тангенциальные обмотчики
 Ось бумажного ролика перпендикулярна оси жилы и средняя линия, проведённая через ленту, является касательной к жиле.
Ось бумажного ролика перпендикулярна оси жилы и средняя линия, проведённая через ленту, является касательной к жиле.
Самый совершенный обмотчик. У него всегда одинаковое натяжение кромок, т. к. средняя линия является осью вращения.
Рис.17 Тангенциальный обмотчик.
Жилы изолируются разных сечений, то есть разных диаметров, поэтому должен быть механизм подстройки на разные диаметры. Диаметра подстраивается на среднюю линию слоя.
Обмотчики заключаются в герметичный кожух, что бы уменьшить сопротивление воздуха.
4. Полу тангенциальные обмотчики
1 – ТПЖ
2 – Бумажные ролики
Рис.18 Полут ангенциальный обмотчик.
5.Центральные обмотчики
 Ось обмотчика совпадает с осью жилы.
Ось обмотчика совпадает с осью жилы.
Вращается только один бумажный ролик.
Скорость вращения большая.
С увеличением диаметра расход бумаги тоже увеличивается, поэтому увеличивают и количество бумажных роликов.
Рис.19 Центральный обмотчик.
Способы наложения.
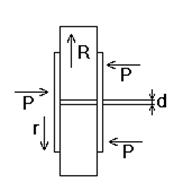 Натяжение бумажной ленты обеспечивается торможением бумажного ролика. Существует несколько способов наложения.
Натяжение бумажной ленты обеспечивается торможением бумажного ролика. Существует несколько способов наложения.
R – внешний радиус тормозного ролика.
r – внутренний радиус тормозного ролика.
Р – усилие с которым прижимаются пластины к торцу бумажного ролика.
Ролик вращается, а пластины неподвижны.
Рис.20 Торможение ролика пластинами.

 ,
,  должен быть равен моменту размотки.
должен быть равен моменту размотки.
 ,
,  - натяжение бумажной ленты.
- натяжение бумажной ленты.

 ,
,  - VAR
- VAR


увеличивается max в два раза
.
Чтобы выдержать то натяжение которое необходимо, нужно сделать систему которая обеспечивает -const.
Торможение с помощью

 - натяжение от тормозного устройства.
- натяжение от тормозного устройства.
 - натяжение от веса бумажного ролика.
- натяжение от веса бумажного ролика.
 - натяжение от давления воздуха.
- натяжение от давления воздуха.
 - натяжение от трения между бумажной лентой и направляющими.
- натяжение от трения между бумажной лентой и направляющими.
- зависит от массы и скорости вращения, уменьшается масса – уменьшается .
- по мере уменьшения диаметра бумажного ролика сопротивление воздуха уменьшается и соответственно уменьшается .
Ленточный тормоз.
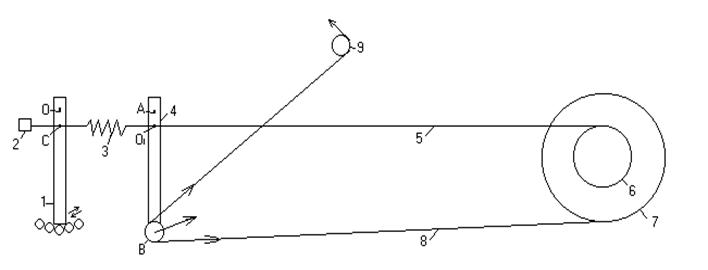 Рис.21 Ленточный тормоз.
Рис.21 Ленточный тормоз.
2. Винт более точной настройки.
3. Пружина.
Рычаг (1) вращается вокруг т. О.
Рычаг (4) вращается вокруг т. А.
К О1 крепится тормозная лента (5)
В – ролик
6. Щёки бумажного ролика
7. Бумажный ролик.
8. Бумажная лента.
9. Поворотный ролик.
Если натяжение бумажных лент будет больше чем нам необходимо, то ролик В смещается вправо. Рычаг 4поворачивается на некоторый угол и смещается т. О1, натяжение тормозной ленты ослабляется, т. е. натяжение падает.
Эта система может обеспечить постоянное натяжение бумажной ленты.
Каждый бумажный ролик снабжается таким устройством. Масса устройства небольшая.
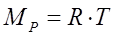
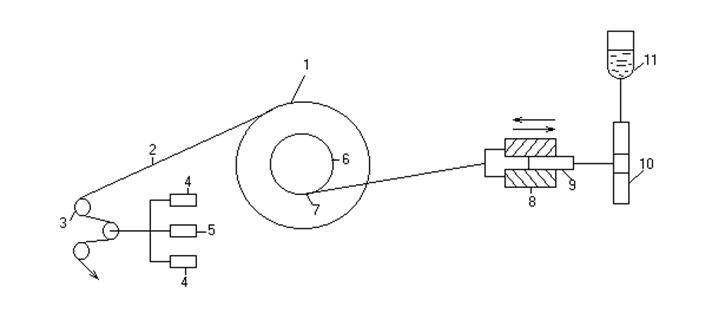 Рис.22 Система натяжения ролика
Рис.22 Система натяжения ролика
1. Бумажный ролик.
2. Бумажная лента.
3. Система роликов.
4. Катушка индуктивности, которая включена в систему управления двигателя (11)
5. Демпфер – устраняет колебания (амплитуды)
6. Тормозной шкив бумажного ролика.
7. Тормозная лента.
8. Гайка.
9. Винт.
10. Пара (червяк + шестерня)
11. Двигатель.
Общая скрутка изолированных жил.
Требования к процессу и оборудованию.
1. При скрутке не должна происходить деформация изоляции.
2. Общая скрутка должна совмещаться с заполнением межфазных пространств.
3. Необходимо совмещать общую скрутку с наложением поясной изоляции на кабели до 10 кВ.
4. Необходимо совмещать с бронировкой.
Технология.
 ,
, - для силовых кабелей не требуется гибкость, S<=240 мм2
- для силовых кабелей не требуется гибкость, S<=240 мм2
одно-проволочные, многопроволочные. В связи с этим m берётся 50¸90.
Жилы до 10 кВ секторные и одно-проволочные и комбинированные и многопроволочные.
Многопроволочные секторные жилы уплотняют и предварительно подкручивают с шагом равным шагу общей скрутки. Такие жилы можно скручивать с откруткой. Тогда деформация минимальна.
Скручивание на машинах фонарного типа, поэтому при скрутки без открутки за один оборот фонаря на длине одного шага происходит закручивание изолированной жилы на 30¸60° вокруг своей оси.
Жила многопроволочная предварительно не подкрученная. Если направление скрутки проволок в жилу и жил в кабеле одинаково (скрутка в закрутку) то происходит закручивание изолированной жилы на 30¸60° по длине одного шага и число шагов скрутки проводов в жилу на длине одного шага уменьшается на 1.
 ,
,  ,
, 
Если направление скрутки проволок в жилу и жил в кабеле разное то,
,  ,
, 
Может произойти вытяжка проволок и вызвать увеличение сопративления жилы. (для первого случая)
Во втором случае происходит увеличение периметра, что может вызвать разрыв бумажной ленты.
Если многопроволочная жила предварительно подкручена, то кручение не происходит и деформация отсутствует (оптимальный вариант)
Если направление обмотки лентой и общей скрутки совпадают, т.е. изоляция наложена в закрутку, то после скрутки без открутки
 ,
,  , изоляция уплотняется, т.е. уменьшается зазор.
, изоляция уплотняется, т.е. уменьшается зазор.
Если изоляция накладывается в раскрутку
,  , уменьшается плотность изоляции, что нежелательно, уменьшается электрическая прочность.
, уменьшается плотность изоляции, что нежелательно, уменьшается электрическая прочность.
Первые 6-8 лент накладывают в закрутку, а остальные в раскрутку.
В месте изменения направления обмотки образуются масленые прослойки, которые уменьшают электрическую прочность.
 Происходит усадка бумажных лент по толщине, улучшаются условия перемещения лент друг относительно друга.
Происходит усадка бумажных лент по толщине, улучшаются условия перемещения лент друг относительно друга.
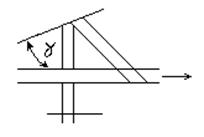
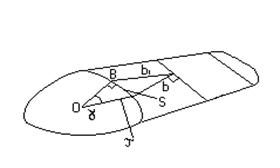
На длине одного шага Нпроисходит закручивание вокруг оси Она 360° на длине одной ширины бумажной ленты закручивание происходит на угол g => Sсмещение.
Рис.23 Закручивание секторной жилы.
Кромка ленты из т. А сместится в т. В.

a-угол изолирования.
Чем больше размеры жилы, чем больше ширина бумажной ленты, чем меньше Н (шаг общей скрутки) тем больше смещение.
Чем меньше a,тем большеcosaи меньше S. Меньший aполучаем при больших размерах.
Оборудование общей скрутки.
Машины фонарного типа.
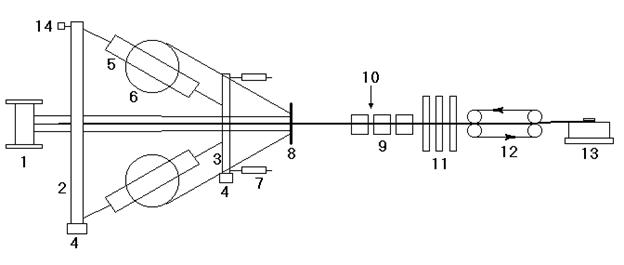
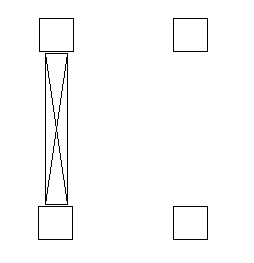
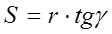
Рис.24 Машина фонарного типа.
1. Выносная люлька.
2. Большой диск.
3. Малый диск
4. Поддерживающие ролики.
5. Люлька с изолированной жилой (6)
6. Изолированная жила.
7. Бабины с бумажными корделями
8. Розетка
9. Калибры 3 шт.
10. Поливают маслом.
11. Бумагообмотчик для наложения поясной изоляции.
12. Тяговое устройство.
13. Приёмная корзина.
Сушка бумажной изоляции.
Увлажнение
Влага уменьшает электрические характеристики бумаги, rV уменьшается, tgd увеличивается, практически не изменяется. Влага вызывает кристаллизацию канифоли пропиточном составе (изменяется объём и возникают пустоты, в которых может возникнуть поляризация и старение изоляции )
практически не изменяется. Влага вызывает кристаллизацию канифоли пропиточном составе (изменяется объём и возникают пустоты, в которых может возникнуть поляризация и старение изоляции )
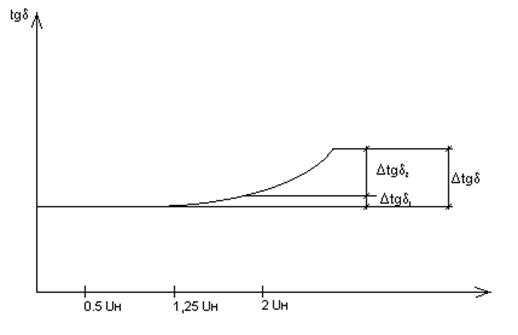 Влага влияет на приращение tgd ( Dtgd )
Влага влияет на приращение tgd ( Dtgd )
Рис.25 Влияние влаги на приращение tgd ( Dtgd ).
Назначение операции: Удалить влагу из бумаги, чтобы увеличить долговечность кабеля и исходные параметры.
Влажность, до которой необходимо высушить:
0,5 – 0,2 %, до 35 кВ включительно.
Меньше 0,1 %, 110 кВ и выше.
Бумага является каллойдным, волокнистым материалом ( 95% из целлюлозы )
Целлюлоза из звеньев.
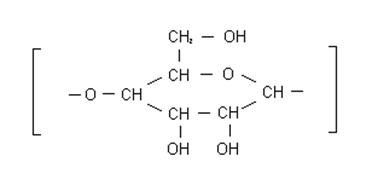
у чистой целлюлозы 6,8 – сильно полярная.
Наличие группы ОН говорит о родстве вещества с Н2О и как следствие, высокая гидростойкость бумаги.
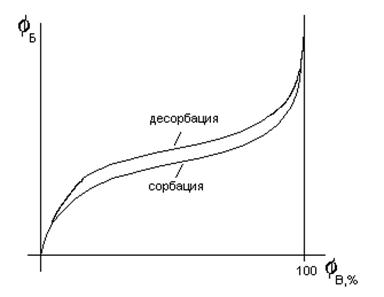 Влажность бумаги говорит зависит от влажности воздуха (f).
Влажность бумаги говорит зависит от влажности воздуха (f).
fБ = отношение массы влаги к массе бумаги и влаги.
Рис.26 Зависимость влажности бумаги от влажности воздуха
Положение кривой зависит от способа достижения влажности.
Сушка – десорбция.
Влажность бумаги зависит от Т.
fВ = 100%, fБ = 33%
Сложный характер кривой объясняется различными формами связи влаги с материалом при различной fВ. Форма связи может быть химической, физико-химической и физико-механической.
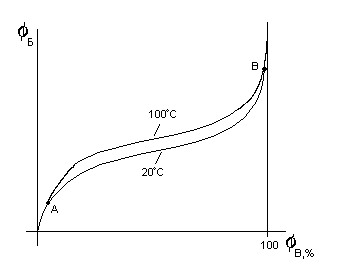 К физико-химической форме относится гидратная вода, которая находится в материале в строгом соотношении с молекулами материала. При её удаление нарушается структура материала, поэтому её не удаляют. Форма связи адсорбционная и осмотическая.
К физико-химической форме относится гидратная вода, которая находится в материале в строгом соотношении с молекулами материала. При её удаление нарушается структура материала, поэтому её не удаляют. Форма связи адсорбционная и осмотическая.
Рис.27 Сушка – десорбация.
Адсорбционная.
 На границе раздела возникает силовое поле за счёт некомпенсированных связей молекул вещества.
На границе раздела возникает силовое поле за счёт некомпенсированных связей молекул вещества.
Рис.28 Адсорбционно связанная влага.
Молекулы образуют мономолекулярный слой, при его образовании выделяется тепло (связь между молекулами вещества сильная). При образовании второго слоя – тепло незначительное и далее уже не выделяется. Такой же слой образуется внутри материала (в порах). Пористость бумаги высокая.
Точка А соответствует образованию мономолекулярного слоя на внешней поверхности и поверхности полимеров.
fВ = 10%, fБ = 3% (т. А)
у такой бумаги меньше чем у обычной и контроль по ёмкости вести нельзя.
Т замерзания = -11°С
Далее молекулы Н2О проникают между волокнами. Происходит набухание, и размеры увеличиваются. При fВ = 80 - 90% действует другой механизм увлажнения ( т.В ).
Конденсация влаги происходит, когда влажность высокая, температура низкая.
 ,
,
- масса влаги находящейся в воздухе.
 - масса насыщенного воздуха при данной температуре.
- масса насыщенного воздуха при данной температуре.
 - парциальное давление воздуха
- парциальное давление воздуха
 - давление насыщенного пара (зависит то Т )
- давление насыщенного пара (зависит то Т )
 За счёт этой разницы и происходит конденсация.
За счёт этой разницы и происходит конденсация.
К физико-механической форме относится влагосмачивание.
Для удаления адсорбционно-связанной влаги нужно затратить больше энергии, чем при простом испарении.
| <== предыдущая страница | | | следующая страница ==> |
| Стадия. Наложение изоляции | | | Заработная плата |
Дата добавления: 2014-04-16; просмотров: 928; Нарушение авторских прав

Мы поможем в написании ваших работ!