Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Модельный комплект и его составляющие
Модельным комплектом называется совокупность оснастки и приспо-соблений, предназначенных для получения отливки. Модельный комплект состоит из модели отливки, моделей элементов литниковой системы, одного или нескольких стержневых ящиков, подмодельных плит и т.д. Основной ос-насткой для получения отливки в песчано-глинистой форме является модель отливки и стержневой ящик.
Модель отливки. Модель – приспособление, при помощи которого в литей-ной форме воспроизводят наружный контур будущей отливки, каналы эле-ментов литниковой системы и знаки для крепления стержней. По наружной конфигурации модель является копией отливки и отличается от последней несколько увеличенными размерами, учитывающими усадку сплава и другие особенности процесса.
По способу получения литейных форм различают модели для машин-ной и ручной формовки. По материалу модели подразделяются на деревянные, металлические, гипсовые, цементные, пластиковые и комбинированные. По конструкции модели бывают разъемные, неразъемные, с отъемными частями и специальные (скелетные, шаблонные).
Из-за усадки отливки при затвердевании линейные размеры моделей увеличивают: при производстве отливок из серого чугуна на 1%, ковкого чугуна и стали на 2%, цветных сплавов от 1% до 2%. Для облегчения выполнения операции протяжки (извлечение модели из формы, а стержня из стержневого ящика) на их вертикальных стенках предусматривают формовочные уклоны с углами от 0,5 до 50.
Изготовление стержней. Стержневой ящик.
Приполучении многих отливок внутренние полости оформляются так называемыми стержнями, которые не дают возможности металлу заполнить место занимаемое стержнем. По форме стержень должен соответствовать форме внутренней полости в отливке.
Технология изготовления стержней во многом аналогична изготовлению форм. Однако она имеет и особенности, обусловленные более высокими требованиями, предъявляемыми к их прочности, огнеупорности, газопроницаемости, выбиваемости из отливки. Удовлетворение этих требований обеспечивается прежде всего применением специальных стержневых смесей, тепловой сушкой, армированием, устройством вентиляционных каналов. Изготовление стержней осуществляется вручную или на специальных стержневых машинах из стержневых смесей.
Литниковая система. Следующим важным моментом является вопрос о том, как расплавленный металл попадает в форму, где и образуется отливка. Для этого служит литниковая система. Для ее описания еще раз рассмотрим литейную форму и ее важнейший элемент – литниковую систему ( рис. 3).
Литейная форма состоит из верхней и нижней полуформ, которые изго-тавливаются в опоках 1 – приспособлениях для удержания формовочной смеси. Полуформы ориентируют с помощью штырей 7. Для образования полостей отверстий или иных сложных контуров в формы устанавливают литейные стержни 8, которые фиксируют посредством выступов, входящих в соответствующие впадины формы (знаки). Литейную форму заливают расплавленным металлом через литниковую систему.
Литниковая система – совокупность каналов и резервуаров, по которым расплав поступает из разливочного ковша в полость формы. Основными эле-ментами литниковой системы являются: литниковая чаша 3, которая служит для приема расплавленного металла и подачи его в форму; стояк 2 – вертика-льный или наклонный канал для подачи металла из литниковой чаши в рабо-чую полость или к другим элементам; шлакоуловитель 5, с помощью кото-рого удерживается шлак и другие неметаллические примеси; питатель 6 – один или несколько, через которые расплавленный металл непосредственно подводится в полость литейной формы. Для вывода газов, контроля заполне-ния формы расплавленным металлом и питания отливки при ее затвердева-нии служат прибыли или выпор 4. Для вывода газов предназначены и венти-ляционные каналы 11.
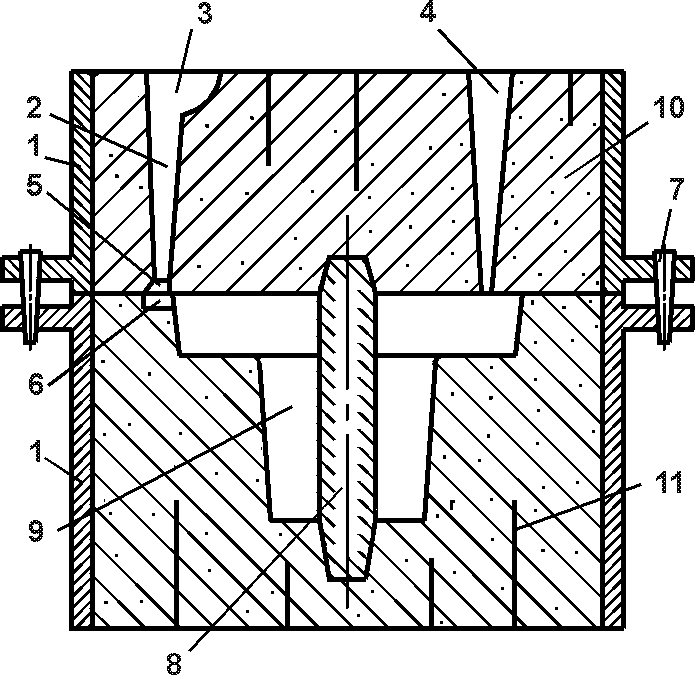
Рис. 3. Эскиз формы в сборе:
1 – опоки; 2 – стояк; 3 – литниковая чаша; 4 – выпор; 5 – шлакоуловитель; 6 – питатель; 7 – штырь; 8 – стержень; 9 – полость формы; 10 – формовочная смесь; 11 – вентиляционные каналы.
Модельные плиты формируют разъем литейной формы, на них закрепляют
части модели. Их используют для изготовления как опочных, так и безопоч-
ных полуформ. Для машинной формовки применяют координатные модель-ные плиты и плиты со сменными вкладышами (металлическая рамка плюс металлические или деревянные вкладыши).
Приготовление расплава. Сборка и заливка литейной формы. Охлаждение, выбивка и очистка отливок.
Приготовление литейных сплавов связано с плавлением различных материалов, осуществляемым в специальных печах.
Для плавления чугуна и стали, в качестве исходных материалов приме-няют литейные или передельные доменные чугуны, чугунный и стальной лом, отходы собственного производства, а также для понижения темпера-туры плавления и образования шлаков – флюсы (известняк).
Для плавления цветных металлов используют как первичные, полученные на металлургических заводах, так и вторичные, после переплавки цветного лома, металлы и сплавы, а также – флюсы (хлористые и фтористые соли).
Сборка литейной формы включает: установку нижней полуформы; установку стержней, устойчивое положение которых обеспечивается стержневыми знаками; контроль отклонения размеров основных полостей формы; установку верхней полуформы по центрирующим штырям.
Заливка форм расплавленным металлом осуществляется из ковшей чайникового, барабанного и других типов. Важное значение имеет температура расплавленного металла. Целесообразно назначать ее на 100…150 0C выше температуры плавления: низкая температура увеличивает опасность незаполнения формы, захвата воздуха, ухудшения питания отливок. Заливку ведут непрерывно до полного заполнения литниковой чаши.
Охлаждение отливок до температуры выбивки длится от нескольких минут (для небольших тонкостенных отливок) до нескольких суток и недель (для крупных толстостенных отливок). Для сокращения продолжительности
охлаждения используют методы принудительного охлаждения:
а) обдувают воздухом;
б) при формовке укладывают змеевики, по которым пропускают воздух или воду.
Выбивка отливки – процесс удаления затвердевшей и охлажденной до определенной температуры отливки из литейной формы, при этом литейная форма разрушается. Ее осуществляют на специальных выбивных установках. Форма выталкивается из опоки выталкивателем на виброжелоб, по которому направляется на выбивную решетку, где отливки освобождаются от формовочной смеси. Выбивку стержней осуществляют вибрационно-пневматическими и гидравлическими устройствами.
Обрубка отливок – процесс удаления с отливки прибылей, литников, выпоров и заливов по месту сопряжения полуформ. Осуществляется пневматическими зубилами, ленточными и дисковыми пилами, при помощи газовой резки и на прессах. После обрубки отливки зачищают, удаляя мелкие заливы, остатки выпоров и литников. Выполняют зачистку маятниковыми и стационарными шлифовальными кругами, пневматическими зубилами.
Очисткаотливок – процесс удаления пригара, остатков формовочной и стержневой смесей с наружных и внутренних поверхностей отливок. Осуществляется в галтовочных барабанах периодического или непрерывного действия (для мелких отливок), в гидропескоструйных и дробеметных камерах, а также химической или электрохимической обработкой.
| <== предыдущая страница | | | следующая страница ==> |
| Литье в песчано-глинистые формы | | | Литье в кокиль |
Дата добавления: 2014-05-17; просмотров: 848; Нарушение авторских прав

Мы поможем в написании ваших работ!