Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Штамповка
7.1. Штамповка днищ
Оборудование: гидравлические прессы. Штамповка производится в нагретом состоянии. Днища штампуют без прижима (рис.15, а) и с прижимом (рис. 15, б). Форма пуансона соответствует форме днища.
 |
Рисунок 15 - Схема штамповки днищ
При изготовлении крупногабаритных днищ из тонколистового материала применяется гидравлическая вытяжка. Деформирование заготовки происходит под действием давления рабочей жидкости (рис.16, а); давление рабочей жидкости достигает 40 МПа (400 кгс/см2). Иногда вытяжку деталей из тонколистового материала производят при помощи резиновых матриц (рис. 16, б). Резина оттягивает заготовку и прижимает ее к пуансону.

Рисунок 16 - Схема вытяжки деталей
Размер заготовки определяют по уравнению: DЗАГ =  ,
,
где F - поверхность днища.
Расчетное усилие пресса передается как сумма усилий вытяжки и прижима:
Р+Р+РПР;
РПР+q*F; PB=3,14*d*  *Gp*n,
*Gp*n,
где d - диаметр изделия, мм;
- толщина листа, мм;
GР – предел прочности материала при растяжении, Н/мм2;
n – поправочный коэффициент, зависящий от коэффициента вытяжки;
F – площадь заготовки под прижимом, мм2;
q – удельное давление прижима, Н/мм2.
7.2. Изготовление фланцев
Заготовками для фланцев в зависимости от профиля, сечения и размеров могут быть: отливки и прокат (круглый, профильный, полосовой, листовой). Фланцы диаметром до 150 мм изготавливают из круглого проката. Навертные фланцы диаметром до 400 мм изготавливают из листового проката с последующей механической обработкой. Навертные крупные и приварные фланцы изготавливают из отливок, полученных центробежным литьем или вальцовкой из полос профильного проката. Гибку заготовок фланцев и их деталей производят как в холодном, так и в горячем состоянии. Отдельные части приваривают, а затем проводят механическую обработку. Разделка кромок под сварку обязательна и может быть одно- или двухсторонней, с углом разделки 60-90° и притуплением 4-6 мм.
Окончательную механическую обработку корпусов и крышек, имеющих фланцы, проводят на лобовых, карусельных или расточных станках после отжига.
Разметка под болты крепления должна быть точной, чтобы обеспечить совпадение сопрягаемых деталей. Целесообразно производить совместное сверление сопрягаемых фланцев.
7.3. Изготовление бортшайб
Бортшайбы в химических аппаратах устанавливаются для присоединения цилиндрических обечаек, патрубков, колен к плоским или выпуклым поверхностям других, более крупных деталей.
О
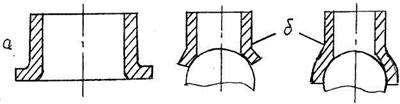 |
Рисунок 17 - Конструктивные разновидности бортшайш
Бортшайбы бывают: плоские (рис. 17, а) и сферические (рис. 17, б).
 |
Рис. 18. Схема изготовления бортшайб штамповкой
Заготовками для бортшайб служат: листовой, полосовой прокат и трубы. Бортшайбы диаметром до 50 мм и толщиной = 0,5-2,5 мм изготавливают на давильных станках; бортшайбы, имеющие криволинейную сопрягаемую поверхность, а также плоские с внутренним диаметром 200-250 мм, изготавливают в штампах на прессах. Штамповку выполняют в холодном или горячем состоянии, в зависимости от толщины листа (рис. 18). Мерой деформации при отбортовке является коэффициент отбортовки
КОТБ=  ,
,
где D0TB - диаметр отверстия, мм;
DОТБ— максимальный диаметр отбортовки,мм.
Бортшайбы диаметром более 250 мм изготавливают из полосового или специального углового проката путем гибки.
7.4. Изготовление трубных решеток
Заготовкой для трубных решеток является листовой прокат. Производят разметку, а затем обрабатывают на металлорежущих станках. При сверлении отверстий трубные решетки следует скреплять попарно и сверлить одновременно.
7.5. Изготовление деталей из термопластов
Обработку термопластов ведут при невысоких температурах и малых давлениях. Наибольшее распространение получили: гибка, штамповка, пневмо- и вакуум-формовка. Так, например, обечайки из винипласта изготавливают следующим образом: нагревают лист винипласта и на него накатывают барабан, наружный диаметр которого равен внутреннему диаметру обечайки. Простейшим методом изготовления является выдавливание донышка горячим песком (рис. 19, а). Песок нагревают до температуры 150-160°С, а затем насыпают его на лист винипласта; после того, как лист примет нужную форму, его охлаждают.
 |
Рисунок 19 – Схема изготовления деталей из термопластов
При пневмоформовании (рис. 19, б) в форму подается горячий воздух, винипласт разодевается и заполняет ограничительную форму 2.
При вакуумном формовании (рис. 19, в) лист винипласта укладывают на сосуд, который тщательно герметизируется; затем из сосуда откачивают воздух и лист вытягивается в направлении движения воздуха. Как только деталь принимает нужную форму, откачку воздуха прекращают и деталь охлаждают.
7.6. Изготовление деталей из стеклопластиков
Формование деталей из стеклопластиков ведется при температуре отверждения смол.
Методы получения деталей из стеклопластиков:
- контактный - форму из дерева или металла накладывают на раскроенную стеклоткань и прижимают; для свободного отделения
детали от формы ее смазывают парафином;
- пневматическое и вакуумное формование - стеклоткань предварительно пропитывают термореактивными смолами и расстила
ют на внутреннюю поверхность формы, имеющую конфигурацию и размеры готовой детали, а затем создают давление воздухом или откачивают его;
- метод центрифугирования — рубленые стеклянные волокна вместе со смолой загружают в центрифугу, под действием центробежных сил происходит формование детали. Этот способ применяют при изготовлении емкостей, обечаек, труб.
7.7. Изготовление деталей из керамики
Исходный материал: глина, шамот, флюс.
Технологический процесс изготовления керамических деталей состоит из следующих операций:
- подготовка сырья;
- изготовление сырой массы;
- формовка деталей;
- сушка и подготовка деталей к обжигу;
- обжиг деталей.
| <== предыдущая страница | | | следующая страница ==> |
| Способы обработки деталей | | | Технология сборочных работ |
Дата добавления: 2014-08-09; просмотров: 373; Нарушение авторских прав

Мы поможем в написании ваших работ!