Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Вибрационные прессы
|
Читайте также: |
На применяемом в производстве вибрационном оборудовании для формования изделий из металлических порошков в основном реализовывались следующие схемы формования заготовок [ ]:
1. С предварительным вибрационным уплотнением и последующим статическим прессованием;
2. С вибрационным воздействием на порошок в течении всего процесса прессования (без выдержки под давлением);
3. С вибрационным или виброударным воздействием на порошок, в течение всего цикла прессования, включая выдержку под давлением.
В соответствии с рассматриваемыми положениями была предложена схема работы рабочих органов формующего оборудования, показанная на рис. 1.11 [ ].
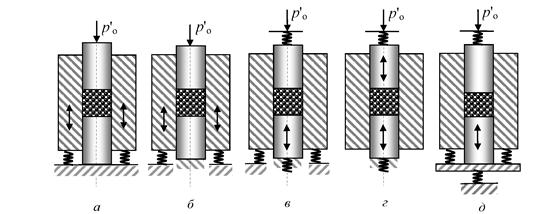
Рис. 1.11. Технологические схемы вибрационного воздействия при прессовании металлических порошков [ ]
Технологическое оборудование, в котором реализованы схемы «вибрирующего контейнера» (рис. 1.11 а, б) и «вибрирующих пуансонов» (рис. 1.11 в, г) позволяют при осуществлении процесса виброформования достичь высокой и практически равной плотности по всему объему порошка. Этим способом также можно прессовать изделия с большим отношением длины к диаметру. Схема, когда уплотнение порошка идет под воздействием вибрационного воздействия от одного пуансона (рис. 1.11 в) используются при получении изделий с небольшим отношением длины к диаметру. Внедрена в оборудование и схема, при которой вибрационное воздействие передается металлическому порошку одновременно от нижнего пуансона и пресс-формы с поджатием инерционным пуансоном (рис. 1.11 д).
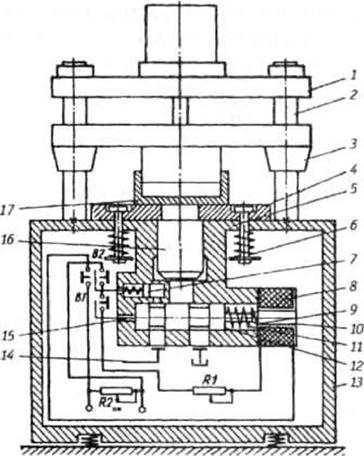 На рис. 1.12 показана схема вибропресса ИВПМ с одним силовым цилиндром, а характеристики такого оборудования приведены в таблице 1.2.
На рис. 1.12 показана схема вибропресса ИВПМ с одним силовым цилиндром, а характеристики такого оборудования приведены в таблице 1.2.
Рис. 1.12. Схема вибропресса ИВПМ с одним силовым цилиндром [ ]
1, 3 – траверсы; 2 – направляющие; 4 – стол; 5 – рабочий цилиндр; 6 – возвратные пружины; 7 – плунжер; 8 – обмотка электромагнита; 9 – пружина пульсатора; 10 – сердечник электромагнита; 11, 15 – штоки пульсатора; 12 – управляющий золотник; 13 – корпус; 14 – магистраль; 16 – поршень; 17 – пресс-форма
Таблица 1.2. Технические характеристики вибрационных прессов ИВПМ и ИВПС
| Характеристики | Тип вибропресса | ||
| ИВПМ - 20 | ИВПМ - 32 | ИВПС - 20 | |
| Номинальное рабочее усилие, кН Интервал регулирования частот, Гц Предел регулирования амплитуд, мм Максимальное ускорение на рабочем органе, м/с2 Рабочий ход траверсы, м Мощность привода, кВт Давление в гидросистеме, МПа Подача насоса, дм3/с Размеры заготовки (максимальные), м | 10-40 0,5-3 0,8 0,6 0,7×0,8 | 15-30 2-6 0,6 1,2 0,7×0,8×0,6 | 10-30 0,5-3 0,8 0,6 0,7×0,8×0,6 |
В данном оборудовании режим вибрирования характеризуется амплитудой колебаний, которая определяется по формуле [ ]:
 , (1.6)
, (1.6)
где  – ускорение, см/с2;
– ускорение, см/с2;
 – частота колебаний об/ мин.
– частота колебаний об/ мин.
Известно виброударное формование изделий из металлических порошков, которое отличается от традиционного формования тем, что на порошок в пресс-форме оказывается виброударное воздействие частотой 50 рад/с [ ]. Оборудование для такого формования имеет вид, приведенный на рис. 1.13.
В данном оборудовании в результате действия вибрации площадка вместе с расположенной на ней пресс-формой с порошком и системой прижима соударяется с упругими прокладками, в результате чего на порошок в пресс-форме подвергается импульсному нагружению со стороны пуансона. Меняя усилие прижима изменять фазы взаимодействия пресс-формы с порошком и пуансоном, добиваясь их встречного удара. Это, по мнению авторов [ ], обеспечивает наиболее эффективное уплотнение.
Рис. 1.13. Схема оборудования для виброударного формования изделий [ ]
1 – площадка; 2 – пуансон; 4 – пресс-форма; 5 – порошок; 6 – пружины; 7 – цилиндры для прижима; 8 – упругие прокладки
К недостаткам данного оборудования можно отнести то, что в результате ударов массивных элементов оборудования о прокладки на фундамент и дебалансы передаются значительные динамические нагрузки. Вследствие этого дебалансы быстро выходят из строя, а фундаменты разрушаются. Кроме того производительность процесса невелика, так как формование сложных изделий ведется в несколько этапов и часто с промежуточной кантовкой пресс-формы с изделием [ ]. Долговечность такого оборудования мала, а аналогичное оборудование нуждается в дальнейшем совершенствовании и доработке.
Известна также конструкция вибрационного пресса, который применяется для вибрационного деформирования материалов, в котором на заготовку одновременно осуществляется комплексное действие статической нагрузки и создающей вибрационную нагрузку виброприставки – гидравлического вибратора [ ]. Схема такого вибропрессового оборудования приведена на рис. 1.14.
Суммарное усилие прессования при статико-вибрационном способе нагружения описывается следующим выражением [ ]:
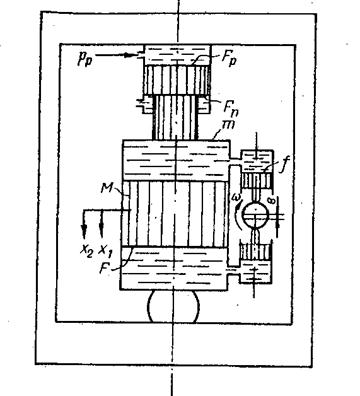
Рис. 1.14. Схема оборудования для статико-вибрационной осадки заготовок [ ]
 , (1.7)
, (1.7)
где  − амплитуда возмущающей силы;
− амплитуда возмущающей силы;
 − угловая частота вынужденных колебаний;
− угловая частота вынужденных колебаний;
 − статическое усилие прессования.
− статическое усилие прессования.
Данное технологическое оборудование является чрезвычайно громоздким и металлоемким. Оно не получило широкого внедрения в производство изделий из металлических порошков из-за сложности конструкции и самой гидравлической системы, невозможности регулирования основных рабочих параметров процесса прессования, а использовалось главным образом для осуществления статико-вибрационной осадки металлических слитков.
Известна конструкция вибрационного пресса с электромеханическими вибраторами для формования изделий из металлических порошков представлена на рис. 1.15 [ ].
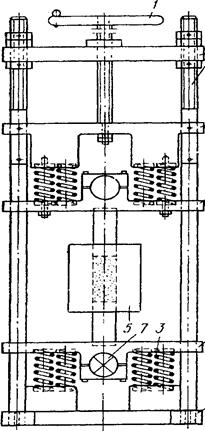
Рис. 1.15. Общий вид виброустановки для формования изделий из металлических порошков [ ]
1 – винт; 2 – направляющие; 3 – пружины;  ,
,  и
и  – подвижные опоры пружин; 5 – пресс-форма; 6 – основание; 7 – вибратор
– подвижные опоры пружин; 5 – пресс-форма; 6 – основание; 7 – вибратор
В этом оборудовании на порошок в пресс-форме также оказывается одновременно и вибрационное воздействие верхним и нижним пуансонами. Кроме того через верхний пуансон посредством винта 1 оказывается одновременное статическое давление.
Данная вибрационная установка обеспечивает вибрационное формование
изделий из металлических порошков круговыми колебаниями, что не обеспечивает удаление воздуха из пор порошковой смеси и равноплотности изделия по всему объему. Кроме того, вращение диска 1 вручную не позволяет осуществлять постоянное и обоснованное пригружение поверхности порошка в пресс-форме в зависимости от физико-механических характеристик порошка, его гранулометрического состава и формы частиц, что также отрицательно сказывается на процессе формования. После формования на такой виброустановке требуется проводить дополнительное прессование изделия для получения требуемой плотности и прочности прессовки.
Проведенный анализ существующих конструктивных исполнений гидравлического, механического и вибрационного оборудования позволяет сделать вывод о том, что все эти машины достаточно металлоемкие и энергоемкие, а современное производство нуждается в создании надежного вибропрессового оборудования с малой энергоемкостью, которое обеспечивает высокие показатели производительности и качества формуемых изделий. Достижение этих показателей обеспечивается за счет использования новых конструкторских решений, которые позволяют создавать новые эффекты в прессуемом порошковом материале при его формовании.
| <== предыдущая страница | | | следующая страница ==> |
| Механические прессы | | | Векторы электромагнитного поля |
Дата добавления: 2014-10-10; просмотров: 622; Нарушение авторских прав

Мы поможем в написании ваших работ!