Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Отчет лабораторной работы
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
Высшего профессионального образования
“ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ”
(ВолгГТУ)
Кафедра Машины и технология литейного производства
Отчет лабораторной работы
По дисциплине
«Внепечные методы обработки плавки»
Тема: “Модифицирование серого чугуна”
Выполнил: студент группы М-334
Хантимирова С.Б.
Проверил: преподаватель
Жаркова В.Ф.
Волгоград, 2015 г.
МОДИФИЦИРОВАНИЕ СЕРОГО ЧУГУНА
I. Цель работы
Освоение методов регулирования структуры и свойств в отливках из серого чугуна путем инокулирующего модифицирования и изучение критериев эффективности графитизирующей обработки расплава кремний-содержащими веществами.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ.
Модифицирование серого чугуна с целью улучшения его структуры и свойств известно уже давно, однако механизм да и кинетика этого явления изучены еще не достаточно. Под термином модифицирование (от латинского «modificat» - видоизменять путем деления на части) подразумевается внепечная обработка жидкого металлического расплава сравнительно небольшими, как правило твердыми, добавками некоторых веществ для улучшения структуры и свойств отливок, эффективность воздействия которых во времени носит экстремальный характер.
П.А. Ребиндер предложил делить модифицирующие добавки на два вида: вносящие в расплав дисперсные твердые частицы и поверхностно-активные, адсорбирующиеся на межфазных поверхностях в процессе кристаллизации. Первые из этих веществ, в основном, стимулируют гетерогенное зарождение кристаллов, т.е. на инородных твердых подложках, вторые могут влиять на зарождение, но в значительно большей степени тормозят рост кристаллов твердой фазы. Таким образом, П.А. Ребиндером были обозначены две основные теории происхождения модифицирующего эффекта: гетерогенное или инокулирующее модифицирование и адсорбционное. Инокулирующее модифицирование литой структуры и свойств реализуется в сплавах в результате воздействия твердых присадок или продуктов их реакции с компонентами расплава на процессы зарождения на инородных подложках кристаллов основного сплава. Это, так называемые, модификаторы I рода.
Адсорбционная теория модифицирования исходит из того, что на зарождение и рост кристаллов влияют поверхностно-активные вещества, избирательная адсорбция которых на гранях растущих кристаллов тормозит рост этих граней, вследствие чего структура получается мелкозернистой, (модификатор II рода). При этом, как инокулирующие, так и адсорбционные, модификаторы имеют строго индивидуальные области применения для вполне определенных литейных сплавов и, например, модификаторы алюминиевых сплавов не пригодны для магниевых или медных сплавов и наоборот. Основными модифицирующими реагентами для чугуна являются различные высокопроцентные сплавы на основе 75 % ферросилиция, а самым распространенным модификатором служит литейный 75 % ферросилиций без каких-либо специальных добавок. Этот модификатор вводят в жидкий чугун в количествах от 0,25 до 0,40 % от веса жидкого металла в ковше.
Традиционно сложилось мнение о том, что модифицированием достигается измельчение литой структуры. Это правильно только отчасти. Так, например, модифицирование жидкого чугуна приводит к измельчению только эвтектических ячеек, но не изменяет морфологию дендритных кристаллов первичного аустенита, а графит может даже несколько укрупнить, устранив в структуре междендритные и точечные его выделения.
Существует достаточно распространенное мнение о том, что сильная графитизирующая способность сравнительно небольших добавок ферросилиция непосредственно связана с образованием в расплаве вокруг растворяющихся частиц модификатора микрогетерогенных зон, в которых резко возрастает концентрация кремния и, соответственно, термодинамическая активность углерода, что способствует выделению в этих зонах графитных включений. Подобное мнение достаточно хорошо объясняет экстремальный характер модифицирующего эффекта, но не может аргументировать отсутствие такого эффекта при использовании чистого кремния или 90 % ферросилиция
Во всех случаях модифицирования чугуна ФС7 четко проявляется экстремальный характер графитизирующего эффекта с максимумом в пределах 1,5 – 2,0 мин и практически полностью затухающей через 8 – 10 мин после модифицирования. «Живучесть» модифицирующего воздействия характеризуется временем полного исчезновения графитизирующего эффекта и при постоянной величине добавки ФС75 зависит от температуры чугуна и углеродного эквивалента. Максимальной живучестью обладают умеренно горячие чугуны (1360 – 1380 0С) с низким углеродным эквивалентом. Наибольшую чувствительность к графитизирующему модифицированию проявляют низкокремнистые композиции, а при содержании кремния более 2,5 % серый чугун практически не воспринимает модифицирования. На эффективность применения модификатора может существенно повлиять его химический состав, что способствовало появлению огромного количества различных патентных разработок, рекомендующих использование в кремнистых модификаторах на основе ФС75 добавок бария, магния, кальция, кальция, редкоземельных элементов и др.
Для производства чугуна в отечественной и зарубежной практике используются также комплексные или смесевые модификаторы, содержащие свободный углерод в виде графита. Несмотря на то, что углеродистые присадки могли бы быть идеальными подложками при кристаллизации графита, использование таких смесевых модификаторов требует более тщательной подготовки и большей температуры жидкого чугуна.
Помимо химического состава большое значение для улучшения структуры и свойств имеют размеры частиц вводимого в металл модификатора. Оптимальный размер фракции зависит от технологии внепечной обработки. Так, чем больше ковш и чем дольше производится его разливка, тем более крупная фракция ФС должна использоваться для модифицирования.
На литейном жаргоне принято делить фракционный состав модификаторов на три вида: «орешек» - размер кусков ферросплава 25 – 20 мм, «семечки» - 7-5 мм, «крупка» с размером включений до 2,0 – 1,5 мм. Использование пылевидной фракции не допускается. Не допускается и содержание в модификаторах мелких фракций (менее 0,6 – 1,0 мм), что усложняет технологию его использования в качестве ковшевой добавки, вызывая необходимость дробления и тщательного рассева. Опыт производства фракционированных модификаторов на ферросплавных заводах показал, что после качественного рассева от 1/3 до 2 дробленного модификатора уходит в пылевидные отходы, не пригодные к использованию в качестве ковшевых добавок, существенно повышая затраты в производстве и, соответственно, стоимость.
При затвердевании жидкого чугуна из него последовательно выделяются три типа кристаллов: дендриты первичного аустенита, сокристаллизующиеся с графитом. Все ли из перечисленных кристаллических фаз претерпевают модифицирующий эффект или только отдельные? До настоящего времени этому вопросу не уделялось должного внимания и принятая технология «модифицирование структуры и свойств» чугуна как бы предопределяла воздействие графитизирующего модифицирования на все структурные элементы первичной кристаллизации, а заодно, и на вторичную кристаллизацию, т.е. на перлитное превращение. В действительности модифицирование практически не влияет на дендритную кристаллизацию и воздействует на одну только эвтектическую жидкость, повышая в ней количество центров гетерогенного зарождения графитных кристаллов, а через графит – и эвтектических кристаллов аустенита, сокристаллизующегося с графитом в виде эвтектических ячеек. Как следствие, резко возникает дисперсность эвтектических ячеек. Таким образом, положительные эффекты в модифицированном чугуне достигается только от изменения структуры наименее прочной эвтектической составляющей и не затрагивает практически наиболее прочную дендритную структуру первичного аустенита, модифицирование которой могло бы дать весьма существенный прирост прочности.
По характеру воздействия на чугун модифицирование способно привести к следующим положительным эффектам:
· понизить степень переохлаждения эвтектической кристаллизации;
· уменьшить в структуре количество карбидной фазы и снизить величину отбела отливок;
· увеличить жидкотекучесть и заполняемость формы;
· резко повысить дисперсность аустенитно-графитовых ячеек эвтектики;
· сделать более однородными по свойствам массивные и тонкостенные элементы отливки;
· ликвидировать в структуре нежелательные формы графитных включений, а именно: междендритный и точечный графит при снижении степени разветвленности и однородности распределения основной графитной фазы.
Как следствие, прочность модифицированных чугунов возрастает, а твердость понижается. Соответственно растет показатель качества чугуна, равный
К = QB/ HB.
Оперативно об эффективности модификации можно судить по изменению кривой затвердевания чугуна (рис. 3.1).
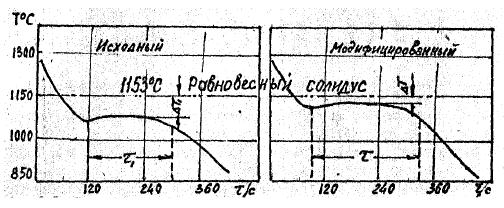
Рис. 3.1. Кривые затвердевания доэвтектического серого чугуна в исходном состоянии и после графитизирующего модифицирования 0,3 % молотого ФС75
Хорошо воспринявший модифицирование чугун при прочих равных условиях показывает на 10 – 15 % меньшее переохлаждение эвтектической кристаллизации, т.е. более высокую температуру затвердевания за счет большего тепла графитизации, и большую продолжительность затвердевания эвтектики. Отсутствие такого эффекта практически однозначно свидетельствует о несостоятельности ковшевой обработки или о каком-то нарушении технологии. В последнем случае не следует ожидать уменьшения отбела, и тем более, роста прочностных свойств чугуна.
МЕТОДИКА ПРОВЕДЕНИЯ ЭКСПЕРИМЕНТА И ОБРАБОТКИ РЕЗУЛЬТАТОВ.
После проведения инструктажа по технике безопасности студенты знакомятся с принципом работы индукционной плавильной печи, прибора «Кристалдиграф» и техникой измерения глубины отбела по клиновидной пробе, готовят шихту и карбюризатор. При расплавлении металла и усвоении электродного боя температуру чугуна доводят до 1459 0С и проводится контрольная заливка клиновидной пробы для определения глубины отбела. Нормальный отбел должен быть в пределах 6 – 12 мм. Если отбел контрольной пробы не соответствует этой норме, производится корректировка химического состава либо дополнительным вводом в ванну печи электродного боя, либо при малом отбеле – стального лома. Чугун, доведенный до заданной глубины отбела, считается годным для модифицирования и из него отливаются образцы для сравнительных исследований (исходные). Модифицирование чугуна производят непосредственно в тигле плавильной печи просеянным ФС75 фракционного состава1,5 – 2,0 мм в количестве 0,4 % от веса жидкого чугуна с помощью местного пакета, вводимого на штанге. Металл перемешивают и после технологической выдержки в течение двух минут (для достижения экстремального эффекта) производится заливка клиновой пробы и образца для записи кривой затвердевания. Оставшийся в печи металл перегревают до 1500 0С и выдерживают в печи около 10 минут для полного исчезновения модифицирующего эффекта и вновь заливают клиновую пробу. Результат замеров, включающие величину отбела и степень переохлаждения эвтектики (из компьютерной записи кривой охлаждения), а также рассчитанные компьютером прочность и твердость чугуна, заносятся в таблицу 1.
Микрошлифы модифицированного и немодифицированного чугуна исследуются металлографически. Характер графита изучается на нетравленных шлифах в соответствии с эталонными шкалами ГОСТ 3443-88.
Выявление ячеек эвтектики производится реактивом следующего состава: CuSC4 – 1,0 г; HCl – 1,5 – 2,5 мл; пикриновая кислота – 0,5 г; вода – 10 мл; этиловый спирт – 100 мл. Травитель для выявления дендритов первичного аустенита имеет состав: борная кислота – 10 – 30 г; серная кислота – 100 мл.
Измерение величины ячеек эвтектики производят методом наложения на структуру семейства измерительных линий и подсчета числа пересечений с границами ячеек на известной длине из соотношения.
Д = L/ N*M,
где L – общая длина измерительной линии;
N – число пересечений с границами ячеек;
M – увеличение микроскопа.
Структуры первичной дендритной кристаллизации оцениваются в соответствии с эталонными шкалами приложения к данной работе. Результаты исследования заносятся в таблицу 2.
| Измеряемая характеристика | Состав чугуна | ||
| Исходный | Модифицированный | Демодифицированный | |
| Глубина отбела по клину, мм | |||
| Степень переохлаждения от равновесной температуры, 0С | |||
| Продолжительность затвердевания эвтектики, с | |||
| Прочность расчетная, кг/мм2 | |||
| Твердость расчетная, НВ | |||
| Фактическая твердость, НВ |
Таблица 1- Результат замеров, включающие величину отбела и степень переохлаждения эвтектики, прочность и твердость чугуна
| Наименование исследуемой характеристики | Состояние чугуна | |
| Исходный | Модифицированный | |
| Длинна графитных включений, мкм | ||
| Характер распределения | ||
| Дисперсность ячеек эвтектики, мм | ||
| Объемная доля дендритов | ||
| Морфология дендритных ветвей и их размеры |
Таблица 2 - Оценка структуры первичной дендритной кристаллизации в соответствии с эталонными шкалами
а) 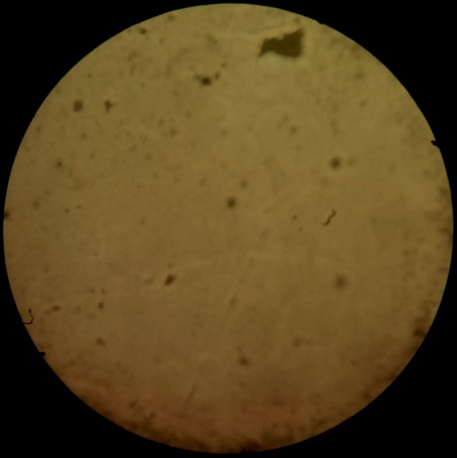
б) 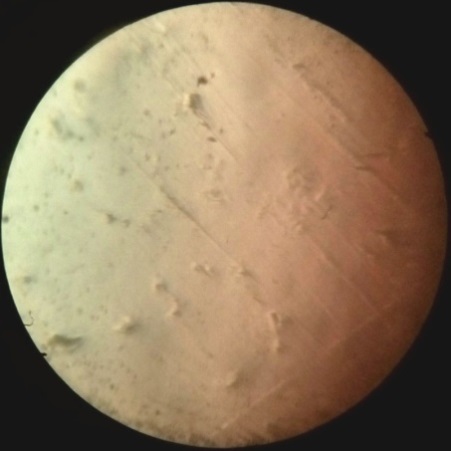
в) 
а) перлитная
б) феррито-перлитная
в) ферритная
Рисунок 1 - Микроструктура серого чугуна
Вывод
В данной работе, в течении 3-х лабораторных занятий мы провели исследование влияния модификатора ФС75 на структуру серого чугуна. Были проведены 3 экспериментальные плавки, а так же подготовка и исследование шлифов полученных отливок.
Серым называется чугун, в котором часть или весь углерод находится в свободном состоянии в виде графита, имеющего в плоскости микрошлифа форму прямолинейных или слегка изогнутых пластин, а также разветвленных розеток с пластинчатыми лепестками (рисунок 1). В серых чугунах кроме железа и углерода содержится кремний, а также марганец, фосфор и сера, как неизбежные примеси. Графит придает излому чугуна темно-серый цвет
Кремний способствует графитизации, он – обязательная присадка в серых чугунах. Графитизации способствуют также увеличенное содержание углерода, введение в чугун меди и никеля.
Наибольшей прочностью обладает чугун с перлитной металлической основой, наименьшей – с ферритной. Чугуны с ферритно-перлитной металлической основой занимают промежуточное положение. Твердость чугуна определяется твердостью металлической основы и колеблется в пределах HB 143-289 кгс/мм2.
Решающее влияние на механические свойства чугуна оказывает графитная составляющая структуры. Как уже указывалось, пластинчатый графит сильно разобщает металлическую основу, снижая тем самым механические свойства чугуна. Особенно сильно снижают прочность прямолинейные крупные графитовые включения. Такой чугун имеет грубозернистый излом. Прочность серого чугуна увеличивается при уменьшении количества графита, мелком и завихренном графите, увеличении изолированности графитовых включений друг от друга.
Теоретическая часть. Ответы на вопросы.
1) Что такое модифицирование металла и какие характеристики оно изменяет?
Модифицирование серого чугуна применяется с целью улучшения его структуры и свойств. Модифицирование (от латинского «modificat» - видоизменять путем деления на части) подразумевается внепечная обработка жидкого металлического расплава сравнительно небольшими, как правило твердыми, добавками некоторых веществ для улучшения структуры и свойств отливок, эффективность воздействия которых во времени носит экстремальный характер.
2) Какая разница и что общее в инокулирующем и адсорбированном модифицировании?
Инокулирующее модифицирование литой структуры и свойств реализуется в сплавах в результате воздействия твердых присадок или продуктов их реакции с компонентами расплава на процессы зарождения на инородных подложках кристаллов основного сплава. Это, так называемые, модификаторы I рода.
Адсорбционная теория модифицирования исходит из того, что на зарождение и рост кристаллов влияют поверхностно-активные вещества, избирательная адсорбция которых на гранях растущих кристаллов тормозит рост этих граней, вследствие чего структура получается мелкозернистой, (модификатор II рода). При этом, как инокулирующие, так и адсорбционные, модификаторы имеют строго индивидуальные области применения для вполне определенных литейных сплавов и, например, модификаторы алюминиевых сплавов не пригодны для магниевых или медных сплавов и наоборот.
3) При инокулирущем модифицировании серого чугуна какие структурные составляющие трансформируются, а какие не воспринимают этой внепечной обработки?
Модифицирование жидкого чугуна приводит к измельчению только эвтектических ячеек, но не изменяет морфологию дендритных кристаллов первичного аустенита, а графит может даже несколько укрупнить, устранив в структуре междендритные и точечные его выделения.
Сильная графитизирующая способность сравнительно небольших добавок ферросилиция непосредственно связана с образованием в расплаве вокруг растворяющихся частиц модификатора микрогетерогенных зон, в которых резко возрастает концентрация кремния и, соответственно, термодинамическая активность углерода, что способствует выделению в этих зонах графитных включений.
4) В чем проявляется экстремальный характер модифицированного действия?
При модифицировании чугуна ФС75 четко проявляется экстремальный характер графитизирующего эффекта с максимумом в пределах 1,5 – 2,0 мин и практически полностью затухающей через 8 – 10 мин после модифицирования. «Живучесть» модифицирующего воздействия характеризуется временем полного исчезновения графитизирующего эффекта и при постоянной величине добавки ФС75 зависит от температуры чугуна и углеродного эквивалента.
5) Чем руководствуются при выборе фракционного состава модификатора?
На эффективность применения модификатора может существенно повлиять его химический состав. Помимо химического состава большое значение для улучшения структуры и свойств имеют размеры частиц вводимого в металл модификатора. Оптимальный размер фракции зависит от технологии внепечной обработки. Так, чем больше ковш и чем дольше производится его разливка, тем более крупная фракция ФС должна использоваться для модифицирования.
На литейном жаргоне принято делить фракционный состав модификаторов на три вида: «орешек» - размер кусков ферросплава 25 – 20 мм, «семечки» - 7-5 мм, «крупка» с размером включений до 2,0 – 1,5 мм. Использование пылевидной фракции не допускается. Не допускается и содержание в модификаторах мелких фракций (менее 0,6 – 1,0 мм), что усложняет технологию его использования в качестве ковшевой добавки, вызывая необходимость дробления и тщательного рассева. Опыт производства фракционированных модификаторов на ферросплавных заводах показал, что после качественного рассева от 1/3 до 2 дробленного модификатора уходит в пылевидные отходы, не пригодные к использованию в качестве ковшевых добавок, существенно повышая затраты в производстве и, соответственно, стоимость.
6) В чем проявляется отличие модифицирования ФС75 от легирования этим же сплавом?
При затвердевании жидкого чугуна из него последовательно выделяются три типа кристаллов: дендриты первичного аустенита, сокристаллизующиеся с графитом. В действительности не все ли из перечисленных кристаллических фаз претерпевают модифицирующий эффект, модифицирование практически не влияет на дендритную кристаллизацию и воздействует на одну только эвтектическую жидкость, повышая в ней количество центров гетерогенного зарождения графитных кристаллов, а через графит – и эвтектических кристаллов аустенита, сокристаллизующегося с графитом в виде эвтектических ячеек. Как следствие, резко возникает дисперсность эвтектических ячеек. Таким образом, положительные эффекты в модифицированном чугуне достигается только от изменения структуры наименее прочной эвтектической составляющей и не затрагивает практически наиболее прочную дендритную структуру первичного аустенита, модифицирование которой могло бы дать весьма существенный прирост прочности.
7) Какие параметры кривой затвердевания позволяют проконтролировать эффективность выполненной модифицирующей обработки серого чугуна и почему?
Оперативно об эффективности модификации можно судить по изменению кривой затвердевания чугуна (рисунок 1).
Рисунок 1 - Кривые затвердевания доэвтектического серого чугуна в исходном состоянии и после графитизирующего модифицирования 0,3 % молотого ФС75
Хорошо воспринявший модифицирование чугун при прочих равных условиях показывает на 10 – 15 % меньшее переохлаждение эвтектической кристаллизации, т.е. более высокую температуру затвердевания за счет большего тепла графитизации, и большую продолжительность затвердевания эвтектики. Отсутствие такого эффекта практически однозначно свидетельствует о несостоятельности ковшевой обработки или о каком-то нарушении технологии. В последнем случае не следует ожидать уменьшения отбела, и тем более, роста прочностных свойств чугуна.
| <== предыдущая страница | | | следующая страница ==> |
| Калуш - 2014 | | | I Понятие интервала, интервал в музыке. Мелодический и гармонический интервалы |
Дата добавления: 2015-07-26; просмотров: 335; Нарушение авторских прав

Мы поможем в написании ваших работ!