Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
V СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Сборочные приспособления,устройства и механизмы, употребляемые в машиностроении для установки, закрепления, правильного взаимного расположения собираемых деталей и узлов. В единичном и мелкосерийном производстве применяют универсальные С. п.: плиты, сборочные балки, призмы, угольники, струбцины, домкраты и т. п. Комплект этих С. п. служит основой для создания сборочных стендов, применяемых при узловой и общей сборке машин. В массовом и крупносерийном производстве используют специальные С. п.: для крепления базовых деталей и узлов собираемого изделия (поворотные и многоместные); для точной и быстрой установки соединяемых деталей и узлов (одно- и многоместные, стационарные и подвижные). Применяют также С. п. для предварительного деформирования упругих элементов (пружин, рессор, разрезных колец и др.), для выполнения соединений с натягом и др. При конвейерной сборке применяют С. п. для изменения положения (перевёртывания) собираемых объектов. Использование С. п. улучшает качество изделий, облегчает труд сборщиков и повышает производительность их труда
v ПОДГОТОВКА ДЕТАЛЕЙ К СБОРКЕ.
Все детали, поступающие на сборку, должны быть тщательно очищены и промыты.
Промывают детали в различных моющих жидкостях. Например, применяется раствор следующего состава: 2 — 3% кальцинированной соды, 0,3—0,5% моющего средства ОП-7, 2 — 3 % нитрита натрия, остальное — вода.
Из баков моющая жидкость при температуре 353 К (80 °С) подается насосом под давлением 0,6 МПа (6 кгс/см2) к соплам-форсункам, которые распыляют ее на промываемую деталь. Подогрев жидкости осуществляется паром посредством калориферов, вмонтированных внутрь бака. Использованный раствор стекает в поддон, откуда снова подается специальным насосом в бак. Детали промывают как вручную в специальных баках, так и в механизированных баках, ваннах и моечных машинах с применением специальной оснастки. В единичном и мелкосерийном производствах применяют моечные баки.
Обдувают детали сжатым воздухом, подаваемым под давлением 0,3—0,6 МПа (3 — 6 кгс/см2) через специальный наконечник, который присоединяется к резиновому шлангу.
Обдув деталей сжатым воздухом допускается только в специальных камерах, оборудованных специальной вентиляцией. Сжатый воздух, применяемый для обдувки деталей, должен быть сухим и чистым.
Значительный интерес представляет применение ультразвука для очистки и промывки деталей и сборочных единиц (удаляют металлическую стружку, опилки, смазку, масло, жидкости и т. п.) (рис. 3). Преимущество ультразвуковой промывки кроме повышения качества и производительности операции состоит в том, что можно промывать детали и сборочные единицы сложной формы, имеющие узкие щели, мелкие глухие отверстия и другие труднодоступные места, а также трубчатые сборочные единицы, изогнутые в различных плоскостях.
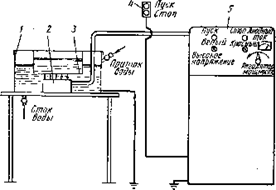 Рис. 3. Схема ультразвуковой установки:
1 — ванна для установки и охлаждения вибратора, 2 — вибратор, 3 — металлическая ванна с раствором, 4 — магнитный пускатель, 5 - генератор ГЗУК-2
Рис. 3. Схема ультразвуковой установки:
1 — ванна для установки и охлаждения вибратора, 2 — вибратор, 3 — металлическая ванна с раствором, 4 — магнитный пускатель, 5 - генератор ГЗУК-2
|
 ТЕХНОЛОГИЯ СБОРКИ.
ТЕХНОЛОГИЯ СБОРКИ.
v ПОСЛЕДОВАТЕЛЬНОСТЬ ДЕЙСТВИЙ ПРИ ВЫПОЛНЕНИИ СБОРОЧНЫХ РАБОТ РЗЪЕМНЫХ СОЕДИНЕНИЙ.
ü РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Резьбовыми соединениями, называют разъемные соединения, выполненные с помощью резьбовых крепежных деталей — винтов, шпилек, гаек, или с помощью резьбы, непосредственно нанесенной на соединяемые детали (рис. 4).
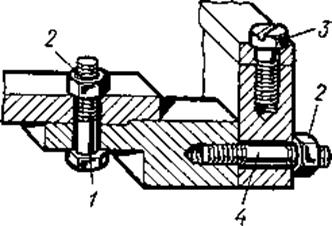
Рис. 4. .Резьбовые соединения :
1 — болтом,
2 — гайкой,
3 — винтом,
4 — шпилькой
Г а й к а — это деталь с резьбовым отверстием, навинчиваемая на болт и имеющая форму, приспособленную для захвата ключом или рукой.
Болтомназывают металлический стержень, имеющий на одном конце головку, а на другом — резьбу. Головка болта может быть шестигранной, квадратной и полукруглой.
Болты, у которых полностью обработана головка и чисто обточен стержень, называют чистыми, а болты, у которых обточены только опорная поверхность головки и торец стержня, — получистыми.
Для неответственных соединений применяют черные болты, у которых стержень и головка остались необработанными после штамповки или ковки.
Болты с гайками (рис. 5,а,б) применяют для скрепления деталей не очень большой толщины, пластин, фланцев, брусьев, если есть место для расположения головки болта и гайки.
Болты, ввинчиваемые в одну из скрепляемых деталей, применяют, если прочность материала детали и ее толщина достаточны или нет места для расположения гайки.
Шпилькапредставляет собой металлический стержень с резьбой на обоих концах. Одним концом — посадочным — шпильку ввинчивают в тело основной детали. На другой конец шпильки надевают вторую деталь и закрепляют ее гайками.
Шпильки устанавливают в корпуса редукторов, двигателей внутреннего сгорания, компрессоров, насосов, паровых машин и т. д. для крепления съемных крышек.
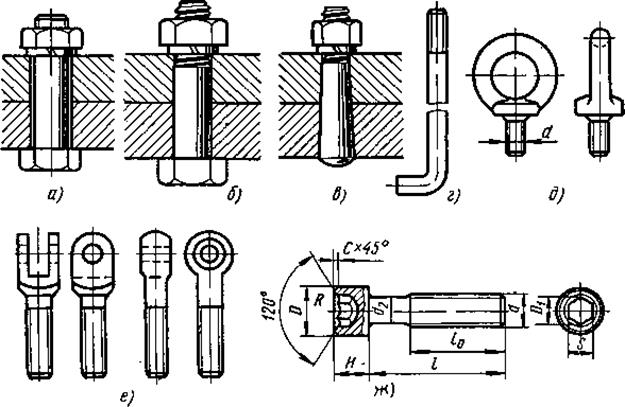 Рис. 5. Болты:
а - чистый, б - призонный цилиндрический, в — призонный конический, г - фундаментный,
д — рым-болт, е — откидные, ж — с внутренним шестигранником
Рис. 5. Болты:
а - чистый, б - призонный цилиндрический, в — призонный конический, г - фундаментный,
д — рым-болт, е — откидные, ж — с внутренним шестигранником
|
Широко применяют в станкостроении болты с внутренним шестигранником (рис. 5, ж).
К специальным болтам относятся призонные, фундаментные, откидные, грузовые (рым-болты) и т. п.
Фундаментные болты служат для закрепления машин на фундаменте и выполняются в виде длинных стержней с резьбой на одном конце (другой конец загибается под углом 90° или Полукольцом).
Призонные Болты представляют собой цилиндрические болты или конические штифты, затягиваемые с помощью резьбы и предназначенные для предотвращения взаимного бокового смещения соединяемых деталей.
Откидные винты представляют собой винты с головкой, допускающей поворот винта вокруг оси, перпендикулярной оси винта. Они позволяют быстро зажимать и освобождать соединяемые детали и поэтому широко применяются в приспособлениях для закрепления деталей, обрабатываемых на станках.
Б о л т ы (г р у з о в ы е) имеют вместо головки кольцо для захвата и служат для поднятия изделий.
Винтами называют болты небольшого размера с цилиндрической, полукруглой потайной или полупотайной головками с прорезями (шлицами) для отвертки, а также с головкой, имеющую накатку. Винты бывают также с головкой под ключ.
Винты по назначению разделяются на крепежные и установочные.
Крепежные винты применяют, когда к основной детали требуется прикрепить какую-нибудь вспомогательную деталь, например смотровую крышку к редуктору, направляющую шпонку к валу и т. д. Крепежные винты с потайной головкой часто используют вместо болтов, если выступающие головки обычных болтов мешают работе механизма.
Установочные винты отличаются от крепежных тем, что резьба имеется на всем стержне, а также имеется нажимный конец, который входит в соответствующее углубление в детали.
Установочные винты применяют при фиксировании одной детали относительно другой. Такими винтами фиксируют детали, насаженные на оси или валы, например установочные кольца, дистанционные втулки, рычаги, рукоятки и т. д.
Гайки. В зависимости от назначения гайки бывают различной формы и конструкции: шестигранные, квадратные, корончатые,круглые и т. д. По чистоте обработки поверхностей гайки, как и болты, делятся на чистые, получистые и черные.
Черные гайки имеют одну фаску, а чистые и получистые — одну или две. При сборке чаще применяют чистые и получистые гайки.
Разновидностью шестигранных чистых гаек являются корончатые гайки, имеющие прорези для шплинтов. Существуют гайки и специальной формы: круглые, стяжные, гайки-барашки и др.
Круглые гайки имеют прорези на боковой поверхности для захвата их специальными ключами. Этими гайками крепят на валах кольца подшипников качения и другие детали, регулируют продольные зазоры между деталями и т. д.
Шайбы. При сборке резьбовых соединений под гайки часто подкладывают шайбы. Они бывают черные без фаски, штампованные из листа и чистые с фаской, точенные на станке. Шайбы применяют не только как прокладки, но и как детали, предотвращающие самоотвинчивание гаек, болтов. Шайбы ставят также и тогда, когда нужно увеличить опорную поверхность под гайкой, защитить поверхность детали от задирания гранями гайки или устранить неровности наружной поверхности детали и перекос гайки.
| <== предыдущая страница | | | следующая страница ==> |
| Лабораторная работа | | | СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ |
Дата добавления: 2015-07-26; просмотров: 188; Нарушение авторских прав

Мы поможем в написании ваших работ!