Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ
При попытке разобрать какой-либо механизм или слесарное сооружение, будь то двигатель стиральной машины или объект сантехнического оборудования, можно заметить, что большую часть всех соединений деталей составляют именно резьбовые. И это не случайно: резьбовые соединения просты, надежны, взаимозаменяемы, их удобно регулировать.
Подготовка к сборке. Сборку болтового соединения начинают с подготовки поверхностей соединяемых деталей. Если соединяемые детали кованые или литые, то поверхности их соединения должны быть строгаными или фрезерованными. Для создания герметичности иногда плоскости пришабривают или притирают. Величина зазора между плоскостями разъема должна быть указана в технических условиях.
Процесс сборки любого резьбового соединения включает в себя следующие операции: установка деталей, наживление, завинчивание, затяжка, иногда дотяжка, по необходимости установка стопорных деталей и приспособлений, предохраняющих от самоотвинчивания.
При наживлении ввертываемая деталь должна быть подведена к резьбовому отверстию до совпадения осей и вкручена в резьбу на 2–3 нитки. Каждый, кому приходилось работать с мелкими винтами, знает, как неудобно бывает держать винт в труднодоступных местах, например, снизу. Профессионалы в таких случаях применяют магнитные и другие специальные отвертки. Но если их нет, отчаиваться и клясть неподатливый винт крепкими словами не стоит, задачу можно решить с помощью нехитрого приспособления, которое легко изготавливается буквально за несколько секунд. Из тонкой мягкой проволоки нужно сделать небольшой крючок и поддерживать им винт, пока он не войдет в резьбовое отверстие на несколько ниток. Затем нужно просто потянуть за проволоку – петля раскроется и освободит винт для дальнейшего ввинчивания инструментом.
После наживления на деталь устанавливают сборочный инструмент (ключ или отвертку) и сообщают ей вращательные движения (завинчивают). Завинчивание завершают затяжкой, которая создает неподвижность соединения.
Дотяжку производят в том случае, когда деталь крепится несколькими болтами (винтами). Например, при креплении головки блока цилиндров (в двигателе автомобиля), болты ввинчиваются без предварительной затяжки, а после того как они установлены все, производят дотяжку. Это осуществляется в определенном порядке – по так называемому методу спирали (рис. 6).
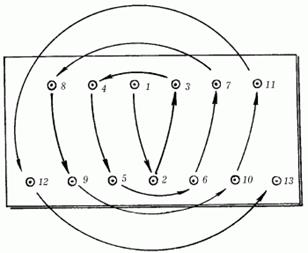
Рис. 6. Схема возможной последовательности затяжки (дотяжки) болтов (винтов, гаек).
Резьбовые соединения в механизмах, подвергающихся в процессе эксплуатации действию пульсирующей нагрузки (вибрации), зачастую сами отвинчиваются, что может явиться причиной аварии. Поэтому при сборке таких механизмов прибегают к стопорению резьбовых соединений.
Самый простой, достаточно надежный и не требующий каких-то специальных приспособлений способ стопорения – это стопорение контргайкой. Ее навинчивают после затяжки основной крепежной гайки и затягивают до полного соприкосновения с ее торцом. Механизм стопорения при таком способе основан на увеличении поверхностей трения в резьбе и на поверхностях гаек.
Постановка контрольных штифтов. При сборке резьбовых соединений для фиксации соединяемых деталей применяют конические или цилиндрические штифты.
Отверстия под контрольные штифты сверлят после того, как соединяемые детали выверены относительно друг друга.
Штифтов в соединении должно быть не менее двух, и они должны быть расположены друг от друга возможно дальше. Например, при соединении деталей прямоугольной формы контрольные штифты ставят по диагонали. При сверлении отверстий под штифты оставляют припуск на развертывание.
СТОПОРЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Резьбовые соединения не должны нарушаться (самоотвинчиваться) при движениях, толчках и ударах, которым подвергаются детали машин во время работы. Поэтому резьбовые соединения, как бы они ни были крепко затянуты, должны быть еще и надежно застопорены.
Стопорение контргайкой (рис. 6,а) препятствует самоотвинчиванию силой трения, которая возникает в резьбе и на торцовых поверхностях двух гаек.
Этот способ стопорения утяжеляет соединения и недостаточно надежен при значительных вибрациях.
Стопорение винтом, ввинченным в гайку,— способ, позволяющий стопорить гайку в любом положении.
Недостаток этого способа состоит в том, что резьба болта сминается стопорным винтом. Чтобы избежать этого, под конец стопорного винта ставят сухарь из красной меди (рис. 6,6).
Стопорение разводным шплинтом — один из распространенных и наиболее надежных способов. Разводные шплинты изготовляют с кольцевой головкой из стальной проволоки полукруглого сечения. Концы шплинтов разводятся.
Стопорение разводными шплинтами выполняют тремя способами:
· первый — шплинт вставляют в отверстие болта (рис. 16, в). В этом случае он не стопорит гайку, а препятствует ее самоотвинчиванию дальше определенного предела;
· второй — после затяжки гайки через одно имеющееся в ней отверстие просверливают болт и вставляют шплинт (рис. 16, г);
· третий — отверстие в болте под шплинт просверливают до или после монтажа, затем в это отверстие и в пазы корончатой гайки вставляют шплинт (рис. 6, д).
· Стопорение проволокой применяют для парных болтов и целых групп (рис. 6, ё). При таком стопорении необходимо следить за тем, чтобы натяжение проволоки способствовало затяжке винтов.
· Стопорение пружинной шайбой основано на том, что обеспечивает напряженное состояние резьбового соединения (рис. 7, ж).
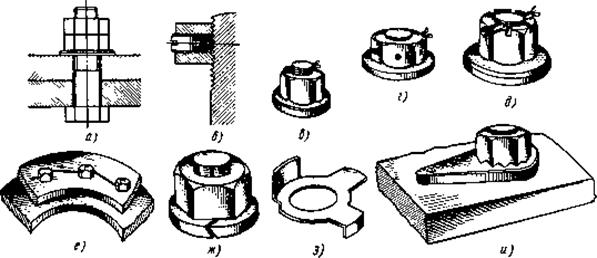 Рис. 7. Стопорение гаек: а — контргайкой, б — винтом, ввинченным в гайку, в — разводным шплинтом, вставленным в отверстие болта, г — разводным шплинтом, вставленным в сквозное отверстие в гранях гайки, д — шплинтом в пазу корончатой гайки, е — проволокой, ж — пружинной шайбой, з — деформируемой шайбой, и — фигурной плоской пружиной
Рис. 7. Стопорение гаек: а — контргайкой, б — винтом, ввинченным в гайку, в — разводным шплинтом, вставленным в отверстие болта, г — разводным шплинтом, вставленным в сквозное отверстие в гранях гайки, д — шплинтом в пазу корончатой гайки, е — проволокой, ж — пружинной шайбой, з — деформируемой шайбой, и — фигурной плоской пружиной
|
Стопорение деформируемыми шайбами (рис. 6, з). Деформируемая шайба простейшей формы имеет два выступа. Один из них, прилегая к краю кромки базы, препятствует проворачиванию шайбы, второй отогнутый по грани гайки — фиксирует ее по отношению к базе.
Аналогичную конструкцию можно применить для винта с граненой головкой.
Стопорение фигурной плоской стопорной пластинкой (рис. 6,и) позволяет стопорить гайку в 12 различных положениях. Оно удобно в тех случаях, когда болт стоит далеко от края детали.
Винты диаметром до 8 мм можно стопорить постановкой их на краску.
| <== предыдущая страница | | | следующая страница ==> |
| V СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ | | | СБОРКА ШПОНОЧНО-ШЛИЦЕВЫХ СОЕДИНЕНИЙ |
Дата добавления: 2015-07-26; просмотров: 457; Нарушение авторских прав

Мы поможем в написании ваших работ!