Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Процесс клепки
Чтобы выполнить заклепочное соединение, в соединяемых листах просверливают отверстия под заклепки. Зазор между стержнем заклепки и отверстием деталей указывается в ТУ на заклепочные соединения. Затем заклепку вставляют в отверстие и, подставив под закладную головку обжимку (в качестве поддержки), сильно затягивают ударами молотка по головке-натяжке.
После того как заклепка поставлена в отверстие и затянута, приступают к образованию замыкающей головки. Для этого наносят удары молотком (сначала легкие, а затем более сильные) непосредственно по концу стержня заклепки, или с помощью обжимки и тем самым придают правильную форму замыкающей головке заклепки.
Чтобы получить высокое, качество шва, заклепки правильно располагают по длине соединения. Параметры заклепочных швов указываются в ТУ на заклепочное соединение.
Саму операцию клепки предваряет подготовка деталей к осуществлению этого вида соединений. Сначала нужно разметить заклепочный шов: если клепка будет происходить внахлестку, то размечается верхняя деталь, для клепки встык размечается накладка.
При этом необходимо соблюдать шаг между заклепками и расстояние от центра заклепки до кромки детали. Так, для однорядкой клепки t = 3d, a = 1,5d, для двухрядной t = 4d, a = 1,5d, где t – шаг между заклепками, a – расстояние от центра заклепки до кромки детали, d – диаметр заклепки.
Далее следует просверлить и прозенковать отверстия под заклепочные стержни. При подборе диаметра сверла следует учесть, что для заклепок диаметром до 6 мм нужно оставить зазор в 0,2 мм, при диаметре заклепки от 6 до 10 мм зазор должен быть 0,25 мм, от 10 до 18 мм – 0,3 мм. При сверлении отверстий необходимо строго соблюдать угол между осью отверстия и плоскостями деталей в 90°.
При прямом методе удары наносятся со стороны замыкающей головки, и для хорошего соприкосновения склепываемых деталей необходимо их плотное обжатие. При обратном методе удары наносятся со стороны закладной головки, и плотное соединение деталей достигается одновременно с образованием замыкающей головки.
Клепку производят в такой последовательности (рис. 12):
– подбирают заклепочные стержни диаметром в зависимости от толщины склепываемых листов:
d = v 2s,
где d – требуемый диаметр, s – толщина склепываемых листов. Длина заклепок должна быть равна суммарной толщине склепываемых деталей плюс припуск для образования замыкающей головки (для потайной – 0,8–1,2 диаметра заклепки, для полукруглой – 1,25–1,5);
– в крайние отверстия клепочного шва вставляют заклепки и опирают закладные головки о плоскую поддержку, если головки должны быть потайные, либо о сферическую, если головки должны быть полукруглые;
– осаживают детали в месте клепки до плотного их прилегания;
– осаживают стержень одной из крайних заклепок бойком молотка и расплющивают носиком молотка;
– далее, если головка должна быть плоской, то бойком молотка выравнивают ее, если полукруглой, то боковыми ударами молотка придают ей полукруглую форму и с помощью сферической обжимки добиваются окончательной формы замыкающей головки;
– аналогичным образом расклепывают вторую крайнюю заклепку, а затем все остальные.
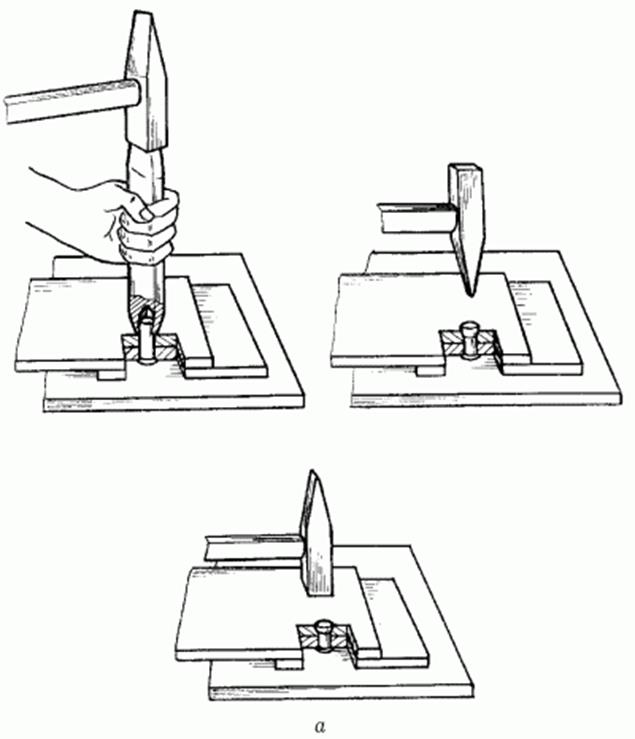
Рис. 12. Последовательность процесса ручной ковки: а – заклепками с потайными головками.
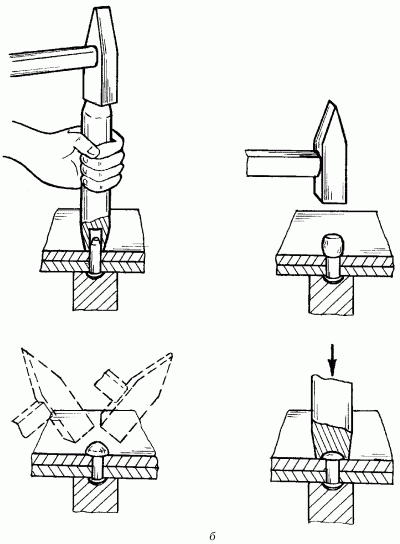
Рис. 12 (продолжение). Последовательность процесса ручной клепки: б – заклепками с полукруглыми головками.
Соединение деталей (преимущественно тонких) в труднодоступных местах производят взрывными заклепками со взрывчатым веществом в углублении. Для образования соединения заклепка ставится на место в холодном состоянии, а затем закладная головка подогревается специальным электрическим подогревателем в течение 1–3 секунд до 130 °C, что приводит к взрыву заполняющего заклепку взрывчатого вещества. При этом замыкающая головка получает бочкообразную форму, а ее расширенная часть плотно стягивает склепываемые листы. Этот способ отличается высокой производительностью и хорошим качеством клепки.
Вводить взрывные заклепки в отверстия необходимо плавным нажатием, без ударов. Запрещается снимать лак, разряжать заклепки, подносить их к огню или горячим деталям.
При ручной клепке часто пользуются слесарным молотком с квадратным бойком. Масса молотка для обеспечения качественного соединения должна соответствовать диаметру заклепок. Например, при диаметре заклепок 3–4 мм масса молотка должна быть 200–400 г, а при диаметре 10 мм – 1 кг.
При неправильном подборе диаметра сверла для изготовления отверстия под заклепки, диаметра и длины самой заклепки, при нарушении других условий операции заклепочные соединения могут иметь погрешности (табл. 1).
Таблица 1. Брак в заклепочных соединениях и его причины 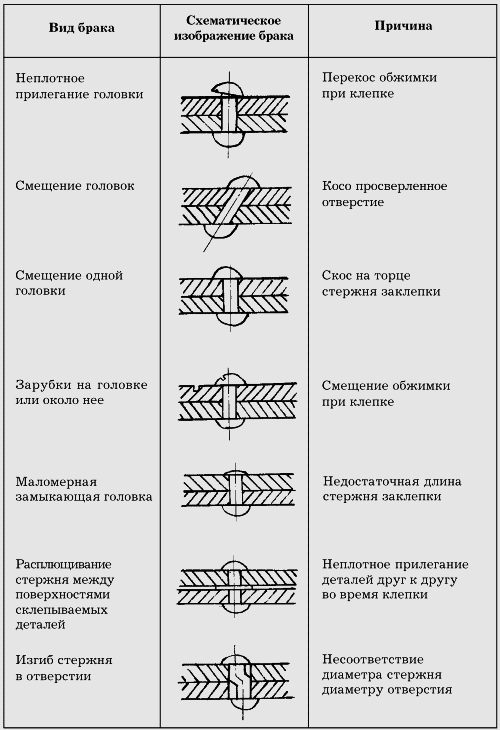
При обнаружении брака в заклепочных соединениях неправильно поставленные заклепки срубают или высверливают и производят клепку повторно.
Значительно облегчают клепку пневматические клепальные молотки с золотниковым воздухораспределителем. При небольшом расходе сжатого воздуха они отличаются высокой производительностью.
v ПАЙКА.
Пайка позволяет соединять в единое изделие элементы из разных металлов и сплавов, обладающих различными физико-механическими свойствами. Например, методом пайки можно соединять малоуглеродистые и высокоуглеродистые стали, чугунные детали со стальными, твердый сплав со сталью и т. д. Особо следует отметить возможность соединения путем пайки деталей из алюминия и его сплавов. Широко применяется метод напайки пластинок твердого сплава к державкам при изготовлении режущего инструмента.
В условиях домашней мастерской пайка – самый доступный вид образования неподвижных неразъемных соединений.
Пайка – это процесс получения неразъёмного соединения материалов с нагревом ниже температуры их автономного расплавления путём смачивания, растекания и заполнения зазора между ними расплавленным припоем и сцепления их при кристаллизации шва.
При пайке в зазор между нагретыми деталями вводится расплавленный присадочный металл, называемый припоем. Припой, имеющий более низкую температуру плавления, чем соединяемые металлы, смачивая поверхность деталей, соединяет их при охлаждении и затвердевании. В процессе пайки основной металл и припой, взаимно растворяясь, друг в друге, обеспечивают высокую прочность соединения, одинаковую (при качественном выполнении пайки) с прочностью целого сечения основной детали.
Образование соединения без расплавления основного металла, обеспечивает возможность, распаяю соединения.
Качество паяных соединений (прочность, герметичность, надежность) зависят от правильного выбора основного металла, припоя, флюса, способа нагрева, типа соединения.
Пайку широко применяют в различных отраслях промышленности.
К преимуществам пайки относятся: незначительный нагрев соединяющихся частей, что сохраняет структуру и механические свойства металла; сохранения размеров и форм детали; прочность соединения.
Современные способы позволяют паять углеродистые, легированные и нержавеющие стали, цветные металлы и их сплавы.
Припои – это качество, прочность и эксплуатационная надёжность паяльного соединения.
Припои должны обладать следующими свойствами:
- иметь температуру плавления ниже температуры плавления спаиваемых материалов;
- обеспечивать достаточно высокую сцепляемость, прочность, пластичность и герметичность паяного соединения;
- иметь коэффициент термического расширения, близкий к соответствующему коэффициенту паяемого материала.
Припой должен хорошо растворять основной металл, обладать смачивающей способностью, быть дешевым и недефицитным. Припои представляют собой сплавы цветных металлов сложного состава. По температуре плавления припои подразделяют на особо легкоплавкие (температура плавления ниже 145 0С), легкоплавкие (145…450 0С), среднеплавкие (450…1100 0С) и тугоплавкие (выше 1050 0С).
Легкоплавкие припои широко применяют в различных отраслях промышленности и быта; они представляют собой сплав олова со свинцом. Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова и их сплавов. Для получения специальных свойств к оловянно-свинцовым припоям добавляют сурьму, висмут, кадмий, индий, ртуть и другие металлы. При слесарных работах чаще применяют припой ПОС 40.
Тугоплавкие припои представляют собой тугоплавкие металлы и сплавы, из них широко применяют медно-цинковые и серебряные.
Добавка в небольших количествах бора повышает твёрдость и прочность припоя, но повышает хрупкость паяных швов. Согласно ГОСТу медно-цинковые припои выпускают трёх марок: ПМЦ-38 для паяния латуни с 60…68% меди; ПМЦ-48 – для паяния медных сплавов, меди свыше 68%; ПМЦ-54 – для паяния бронзы, меди, томпака и стали. Медно - цинковые припои плавят при 700…950 градусах.
Флюсы - применяют для удаления оксида химических веществ. Флюсы улучшают условия смачивания поверхности, растворяя имеющиеся на поверхности паяемого металла и припоя оксидные плёнки.
Различают флюсы для мягких и твёрдых припоев, а также для пайки алюминиевых сплавов, нержавеющих сталей и чугуна.
| <== предыдущая страница | | | следующая страница ==> |
| Виды заклепок | | | Инструменты для пайки. Виды паяных швов |
Дата добавления: 2015-07-26; просмотров: 567; Нарушение авторских прав

Мы поможем в написании ваших работ!