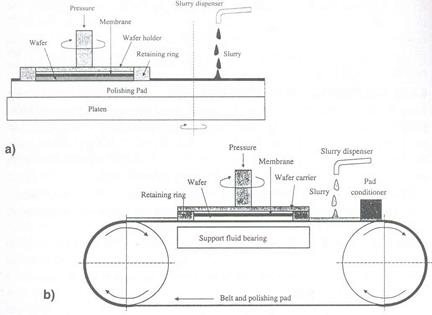
Первоначально для ХМП использовалось оборудование для полировки кремниевых пластин, которое со временем было доработано под специфические требования ХМП-процессов. Более современное оборудование имеет несколько носителей, что позволяет повысить производительность процесса. Оборудование для химико-механической полировки можно классифицировать в соответствии со способом движения носителя пластин и полировального стола:
1. ХМП оборудование вращательного типа, в котором как полировальный стол, так и держатели пластин вращаются. К этому типу относится установка Auriga EC.
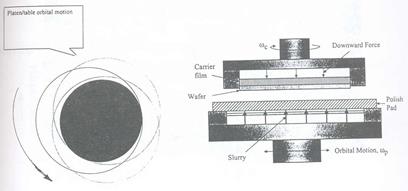
2. ХМП оборудование орбитального типа, в котором держатели пластин вращаются, а полировальный стол движется по орбитальному пути.
3. ХМП оборудование линейного типа, в котором держатели пластин вращаются, а полировальный стол движется по линейному пути.
4. ХМП оборудование с неподвижным полировальным столом, в котором полировальный стол неподвижен, а держатели двигаются по орбитальному пути.
Устройство распределения суспензия
Нажатие
Суспензия
Кондиционер подложки
Носитель
пластины
Гидродинамический подшипник суппорта
Ремень и полирующая подложка
Нажатие
Мембрана
Мембрана
Держатель пластины
Устройство распределения суспензия
Пластина
Суспензия
Выдерживающее кольцо
Выдерживающее кольцо
Пластина
Стол
Полирующая подложка
Орбитальное движение wp
полирующая подложка
Покрытие носителя
Прижимающее усилие
Орбитальное движение стола
Пластина
Суспензия
Эмульсии, используемые для полировки, состоят из маленьких абразивных частиц, специфической формы и размеров (обычно 10-100 нм), которые находятся во взвешенном состоянии в водном растворе. Абразивные частицы имеют примерно такую же твердость, как и удаляемый материал. В раствор также добавляются химические реактивы, такие как кислоты, щелочи, поверхностно-активные вещества, замедлители коррозии, составные агенты в зависимости от полируемого материала. Для подачи эмульсии на полирующий стол используются системы автоматической подачи. Важным параметром эмульсий является срок ее годности. Он определяет, как долго эмульсия может храниться перед ее использованием. Некоторые эмульсии требуют специфических условий для хранения и транспортировки (температура). Эмульсии имеют тенденцию очень быстро высыхать на поверхности пластины, после того как пластины покидают влажную среду на полировочном столе. Как только эмульсия высохла, очень трудно (почти невозможно) удалить все частицы эмульсии с поверхности пластин. Для предотвращения этого пластина промывается водой, пока она находится на полировочном столе и затем быстро перемещается в бачок влажной очистки для удаления эмульсии.
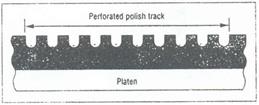
Полирующие подложки представляют собой либо пропитанный полиуретаном фетр, либо отлитый с закрытыми порами и нарезанный тонкими слоями полиуретан (с наполняющим материалом для контроля твердости). Полировальные подложки являются пористым материалом и могут нести большее количество воды или эмульсии благодаря волокнистой структуре фетра.
Стол
Перфорированный полирующий протектор
Во многих применениях ХМП-процесса используется сразу два типа подложек, потому что жесткая подложка дает лучшую локальную планарность, а более мягкая подложка дает лучшую однородность удаления материала по всей пластине. Использование двух подложек позволяет найти компромисс между этими двумя крайностями.
Состояние полирующей подложки является критическим параметром для ХМП. Шероховатость и пористость поверхности определяется : 1) транспортировкой эмульсии к поверхности пластины, 2) транспортировкой материала от поверхности пластины и 3) площадью контакта подложки с пластиной. Изменение состояния поверхности полирующей подложки приводит к уменьшению скорости полировки. Это происходит из-за того, что во время полировки полирующая подложка подвергается пластической деформации, так что поверхность становиться более гладкой, а поры заполняются материалом подложки. Этот эффект крайне нежелателен, так как поры закрывают и подача эмульсии к поверхности пластины уменьшается, что приводит к уменьшению скорости полировки. Кроме того, частицы большего размера могут привести к образованию царапин на поверхности пластины.
Для обеспечения постоянной скорости полировки используется специальная процедура освежения поверхности полирующей подложки, так называемое кондиционирование. Для этого используется специальный диск, покрытый алмазным абразивом, который колеблется в возвратно-поступательном движении поперек вращающейся подложки для восстановления требуемой шероховатости и планарности поверхности полирующей подложки. Кроме того, во время процесса кондиционирования вскрываются поры в подложке за счет формирования микроцарапин.