Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Способы представления исходной информации для проектирования технологических процессов
Основной информацией при проектировании технологических процессов является технологическая последовательность обработки изделия.Ее составляют на основе выбранных методов обработки и технологического оборудования.
Технологический процесс изготовления швейных изделий может быть представлен в виде схем сборки, таблицы последовательности технологических операций и графа технологического процесса.
Схемы сборки дают лишь общее представление о последовательности выполнения операций по обработке изделия.
Табличный способ представляет собой составление таблицы последовательности технологических операций по обработке изделия. Форма таблицы последовательности зависит от типа производства и вида оказываемых услуг (табл. 3.7, 3.8).
Технологическую последовательность составляют по основным этапам обработки изделия: подготовка кроя к пошиву, подготовка изделия к примерке и т. д. Внутри каждого этапа выделяют обработку деталей, узлов и элементов изделия: начальная обработка полочек, обработка карманов и т. д.
В гр. 2 указывают наименование каждой технологической операции.
Вид работы (гр. 3) по каждой операции определяют по применяемому оборудованию и обозначают сокращенно следующими индексами: М — машинная; СМ — спецмашинная; Р — ручная; Пр — прессовая; У — утюжильная.
Таблица 3.8. Технологическая последовательность обработки условного изделия
Наименование изделия__________________________
| Номер операции | Наименование технологической операции | Вид работ | Затрата времени, мин | Повторяемость операций, % | Затрата времени с учетом процента повторяемости, мин | Оборудование, приспособления, инструменты |
| Стачать передние вытачки | М | 1,2 | 0,48 | 131-121+100 кп. |
Одним из важных моментов проектирования технологических процессов швейных цехов является установление технически обоснованных норм времени по технологическим операциям (гр. 4). Их устанавливают по отраслевым нормативам времени или по типовой технической документации. Неправильно установленные нормы времени приводят не только к изменению трудоемкости и стоимости обработки изделия, но и к нарушению ритмичности и стабильности работы процесса.
Затраты времени для нормативов определяют на основе фо-тохронометражных данных передовых предприятий и технических расчетов. Нормы времени рассчитывают на средневзвешенные размер и длину. При резком изменении длины изделия в соответствии с направлением моды нормы времени корректируют с учетом переводного коэффициента.
При реконструкции или техническом переоснащении действующих предприятий принимаются фактически достигнутые за-
56 Глава 3. Этапы проектирования технологических процессов
траты времени с учетом их ожидаемого снижения за счет предусматриваемых организационно-технических мероприятий.
В последовательности предусматривается время на контрольно-установочные операции.
Процент повторяемости операций (гр. 5) определяют исходя из повторяемости конструктивных, фасонных и технологических элементов в условном изделии.
Затрату времени с учетом процента повторяемости операций (гр. 6) рассчитывают путем умножения данных гр. 5 и гр. 6.
В гр. 7 указывают оборудование (класс, марку) и все необходимые для выполнения конкретной операции приспособления и инструменты.
Использование технологической последовательности, составленной по форме табл. 3.8, представляет определенные трудности при формировании организационных операций из-за отсутствия наглядности всех аспектов конструктивно-технологических связей операций по обработке изделия.
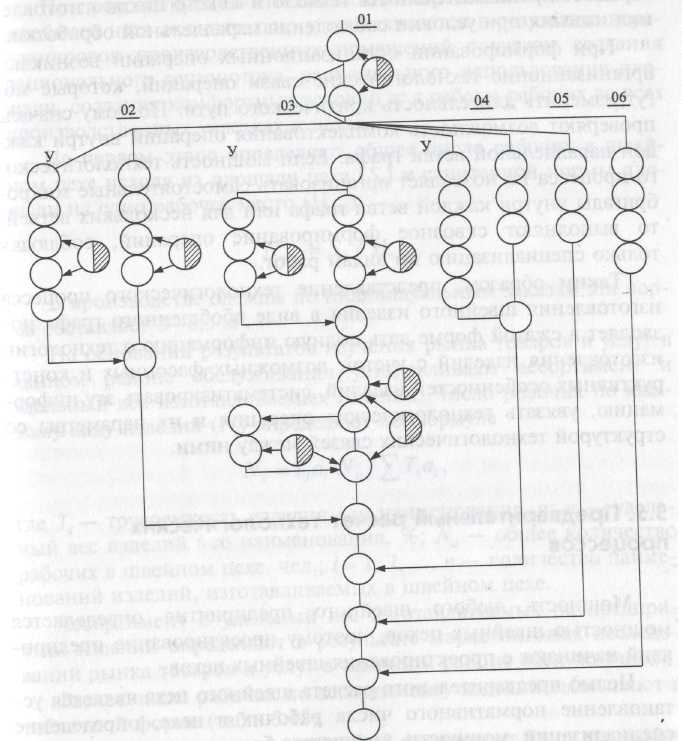
При проектировании технологических процессов изготовления одежды по индивидуальным заказам обязательно учитывают поузловую обработку, которая приводит к многочисленным возвратам предметов труда (изделий) по операциям. Для согласования времени организационных операций целесообразно представлять технологическую последовательность в виде таблицы, в которой обработка изделия представлена по этапам и видам работ (табл. 3.9). В общей совокупности технологических ручных операций необходимо установить технологически целесообразные операции и выполнить их распределение по машинным, спецмашинным, утюжильным, прессовым или другим ручным операциям.
Учитывая небольшую мощность технологических процессов при изготовлении одежды по индивидуальным заказам, можно представлять технологическую последовательность в виде обобщенной таблицы с указанием в ней суммарных затрат времени по видам работ и этапам обработки изделия (табл. 3.10).
Последовательность обработки изделия может быть представлена и в виде карточек, которые образуют отдельную картотеку по видам изделий. Карточки складываются в порядке выполнения технологических операций и в своем содержании отражают все параметры и технические условия их выполнения.
| 57 |
Разработка исходной информации...
Таблица 3.9. Таблица последовательности технологических операций обработки условного изделия для проектирования ТП
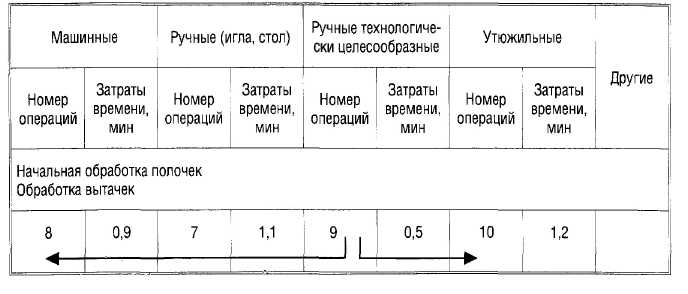
Таблица 3.10. Структура затрат времени на обработку условного изделия по этапам и видам работ

Следует отметить, что табличный способ представления исходной информации является несовершенным, так как он дает лишь общее представление о последовательности выполнения операций по обработке изделия и не обеспечивает наглядное представление о конструктивно-технологических связях между всеми элементами структуры технологического процесса (ТПШИ).
Структура ТПШИ представляет собой конечное множество элементов технологического процесса с взаимосвязями, определяющими отношения между этими элементами [16]. Элементами

|
| 59 |
| Разработка исходной информации. |
| Детали изделия |
| Номер операции Затраты времени |
58 Глава 3. Этапы проектирования технологических процессов
технологического процесса могут быть отдельные его части. Способ членения структуры ТПШИ зависит от цели решаемой задачи.
Для современных методов проектирования технологических процессов с использованием ЭВМ необходимо формализовать сведения о технологической обработке изделия в виде ориентированных графов.
Математически граф G структуры ТПШИможно определить как пару множеств N и Т [16]:

где N=  — множество вершин, каждой из кото-
— множество вершин, каждой из кото-
рых соответствует технологическая операция; Е= {/1 /2, /3, ..., lq} — множество дуг, соответствующих связям между операциями технологического процесса.
Для каждого номера операции Nt задаются параметры {С„ rt, t,}, где С,- — специальность исполнителя; ri — разряд выполняемых работ; ti — время выполнения операции (рис. 3.6).
Каждая технологическая операция на графе процесса обработки изделия располагается на определенном уровне. Операционный уровень обусловливает очередность выполнения операций технологического процесса. Порядковый номер в вершине графа ТП не отражает порядок выполнения операций, а служит для нахождения места данной операции в справочнике технологических операций.
Справочники технологических операций по обработке и сборке швейных изделий создаются на швейных предприятиях на каждый вид изделия и включают все возможные операции при обработке изделия данного вида. Форма справочников аналогична формам технологических последовательностей обработки швейных изделий.
Построение графа процесса целесообразно начинать с выделения условной сборочной единицы изделия,т. е. такой детали, которая имеет наибольшее количество конструктивно-технологических связей с другими деталями. Для этого составляют матрицу связей деталей изделия, где под порядковым номером детали указывается единица при наличии конструктивно-технологической связи с другой деталью и ноль — при отсутствии связи (табл. 3.11).
Рис. 3.6. Граф ТПШИ
При построении графа процесса обработки изделия следует учитывать особенности технологии изготовления одежды. Так, на графе операции, выполняемые параллельно на одной или нескольких деталях (параллельная обработка), обозначают параллельными цепочками работ, образуя параллельные ветви дерева
60
Глава 3. Этапы проектирования технологических процессов
Разработка исходной информации...
61
Таблица 3.11. Матрица конструктивно-технологических связей деталей швейного изделия
| Код детали | ∑ | ||||||
| X | |||||||
| х | |||||||
| X | |||||||
| и т. д. |
процесса (детали 01, 02, 03, 04, 07 и т. д.). Последовательная обработка и сборка деталей изображается на графе последовательной цепочкой работ (участок б—в).
Возможный одинаковый приоритет в обработке при сборке деталей на графе указывают одинаковым уровнем начала их сборки (участок а—б). Разветвление процесса обработки отдельных деталей на графе характеризует ситуацию «или—или» (участок в—г), т. е. в обработке будет участвовать первой или эта, или другая цепочка операций. После составления схемы разделения труда обе цепочки будут выполняться последовательно, так как операции обеих цепочек принадлежат одной детали и выполняться параллельно не могут.
В технологическом процессе возникают операции или целые узлы, которые могут быть выполнены в любой момент на протяжении определенного периода без нарушения последовательности обработки изделия. Например, обработка пристегивающегося воротника, окончательная влажно-тепловая обработка карманов. Такие операции называют «плавающими», и на графе их условно выносят за основной процесс с указанием интервала времени возможной обработки (участок п).
При изготовлении одежды по индивидуальным заказам технологический процесс должен обеспечить обработку различных конструктивных, фасонных и технологических особенностей изделий данного вида (а чаще нескольких видов). Формирование организационных операций выполняют с учетом принципа их специализации по видам работ в пределах одного или нескольких узлов одежды, а обработка каждого узла должна предусматривать всевозможные его конструктивно-технологические решения. В связи с этим отображение конструктивно-технологических связей операций внутри узла нецелесообразно, так как они не влияют на формирование организационных операций [14].
На рис. 3.7 показан граф ТП обработки кармана с листочкой с конструктивно-технологическими связями операций, а на рис. 3.8 — граф ТП обработки карманов различных конструктивно-технологических решений со связями групповых операций. Все операции одного вида работ различных конструктивно-технологических решений узлов всегда будут выполняться в процессе одним рабочим, поэтому целесообразно разрабатывать

Рис. 3.7.Граф ТП обработки прорезного кармана с листочкой в женском платье с конструктивно-технологическими связями неделимых операций
62 Глава 3. Этапы проектирования технологических процессов
Разработка исходной информации.
63
|

Рис. 3.8. Граф ТП обработки карманов различных конструктивно-технологических решений в женском платье со связями групповых операций
граф операций условногоузла с совмещением всех технологических операций одного вида работ в одну групповую, образуя вершину графа с указанием средневзвешенной затраты времени.
Таким образом, исходя из особенностей производства одежды по индивидуальным заказам, исходная информация для проектирования технологического процесса может быть представлена в виде графа ТП обработки условного изделия(рис. 3.9), кото-
| Рис. 3.9. Граф ТП обработки условного изделия |
рый представляет собой совокупность графов условных узлов этого изделия. За ствол древовидного изображения следует принимать граф одного узла, имеющего наибольшее число конструктивно-технологических связей с графами других узлов. В вершинах графа условного изделия указывают номер узла (детали) или его условное обозначение, вид работ и средневзвешенную затрату времени групповых операций по данному виду работ для всего узла. На схеме графа условного изделия выделяют услож-
64 Глава 3. Этапы проектирования технологических процессов
няющие элементы УЭ, располагая их слева от соответствующего узла изделия минимальной сложности, а также ручные технологически целесообразные операции (заштрихованы) с указанием их связей с основными операциями. Связь одной и той же технологически целесообразной операции с несколькими основными операциями характеризуется ситуацией «или—или».
Самая напряженная по времени выполнения цепочка операций на графе процесса характеризует критический путь графаи отражает продолжительность технологического цикла изготовления изделия при условии соблюдения параллельной обработки.
При формировании организационных операций возникают организационно-технологические связи операций, которые могут изменить длительность критического пути. Поэтому сначала проверяют возможность комплектования операций внутри каждой параллельной ветви графа. Если мощность технологического процесса не позволяет организовать самостоятельные микробригады внутри каждой ветви графа или для нескольких ветвей, то выполняют сквозное формирование операций, соблюдая только специализацию по видам работ.
Таким образом, представление технологического процесса изготовления швейного изделия в виде обобщенного графа позволяет в сжатой форме дать полную информацию о технологии изготовления изделий с учетом возможных фасонных и конструктивных особенностей изделий, систематизировать эту информацию, увязать технологические операции и их параметры со структурой технологических связей между ними.
| <== предыдущая страница | | | следующая страница ==> |
| Выбор и экономическая оценка методов обработки | | | Предварительный расчет технологических процессов |
Дата добавления: 2015-07-26; просмотров: 1131; Нарушение авторских прав

Мы поможем в написании ваших работ!