Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Выбор рациональной мощности технологических процессов
где R — продолжительность рабочей смены (8,0 ч).
С учетом различных факторов определяют структуру про-
цесса.
В случае проектирования секционного процесса определяют число рабочих в каждой секции N

где Гсрвзв — средневзвешенная трудоемкость обработки изделия в /-й секции, ч; / = 1, 2, ..., п — количество секций в процессе.
Определив количество рабочих в каждой секции процесса, рассчитывают длину их агрегатов:

где Lр.м. - шаг рабочей зоны, м; Кср - число рабочих мест приходящихся на каждого рабочего в процессе; 2 - число рядов ра- бочих мест в агрегате.
Значения ZpM и Кср зависят от вида изготавливаемых изделий.
Одним из важных факторов, определяющих мощность технологических процессов с учетом их предметной специализации, является помесячное поступление заказов по каждому виду одежды.
Как было сказано ранее, швейные предприятия сервиса характеризуются стохастическим характером поступления заказов, частным проявлением которых являются сезонные колебания. Для сглаживания неравномерности поступления заказов необходимо проектировать наряду со специализированными и переключающиеся бригады [19]. Для определения числа рабочих в этих бригадах необходимо провести анализ поступления заказов по месяцам в течение двух-трех лет работы предприятия.
Диапазон колебаний в поступлении заказов оценивается по величине индексов сезонности (Jсез), которые определяют по формуле


где Mi — число заказов в i-м месяце года, шт.; Мср — среднемесячное число заказов в году, шт.

|
| 69 |
| Выбор рациональной мощности технологических процессов |
| Число рабочих для формирования переключающихся бригад определяют по формуле |
68 Глава 3. Этапы проектирования технологических процессов
Равномерным считается поступление заказов при Jез = 0,9... 1,1. В этом случае проектируют специализированные бригады, расчет числа рабочих для которых осуществляют по среднемесячному поступлению заказов.
Если Jсез отличается от 1 более чем на 0,1, часть бригад проектируют специализированными, а часть переключающимися. В этом случае число рабочих в специализированных бригадах осуществляют по среднемесячной величине в месяцы минимального поступления заказов определенной группы изделий. Для удовлетворения спроса населения на эти виды изделий в месяцы повышенного поступления заказов проектируют переключающиеся бригады. За каждой переключающейся бригадой целесообразно закреплять не более двух ассортиментных групп изделий с разными периодами спада и подъема в поступлении заказов (например, женские пальто и платья).
По исследованиям Т. Н. Реут [19], оптимальное число рабочих для формирования специализированных бригад по изготовлению определенной группы одежды можно определить по формуле

где Ття — средневзвешенная затрата времени на изготовление изделий, ч; Мс — годовой выпуск изделий данной группы одежды специализированными бригадами, шт.; Ф — годовой фонд времени явочного рабочего, ч. При этом


|
| где Mmincv — среднемесячное количество заказов на определенный вид одежды в месяцы с минимальным поступлением заказов, шт. |
где Мт — годовой выпуск изделий данной группы одежды, шт.; кст — коэффициент стабильности поступления заказов, определяемый по формуле
где Гизд1 — средневзвешенная затрата времени на изготовление изделия в бригадах малой мощности, ч; Мп — годовой выпуск изделий данной группы одежды переключающимися бригадами, , шт. При этом Мп = Мт - Мс.
Число рабочих в специализированных и переключающихся бригадах определяют отдельно для каждой ассортиментной группы одежды. Общее число рабочих для переключающихся бригад равно сумме числа рабочих по каждой ассортиментной группе. Число рабочих в переключающихся бригадах может достигать 30 % общей численности рабочих швейных цехов.
После определения числа рабочих в специализированных и переключающихся бригадах осуществляют выбор мощности бригад и их организационно-технологической структуры, которые во многом определяют технико-экономическую эффективность процесса изготовления швейных изделий.
Наилучшие технико-экономические показатели достигаются в процессах рациональной мощности и организационно-технологической структуры. Такие процессы обеспечивают максимальное использование трех элементов производства — средств труда, предметов труда и самого труда (рабочих).
Для определения рациональной мощности технологических процессов в производстве одежды по индивидуальным заказам применяют два метода:метод последовательного перебора и графоаналитический метод.
Метод последовательного переборазаключается в составлении нескольких организационно-технологических схем процессов различной мощности и выборе лучшей из них путем сравнительного технико-экономического анализа.
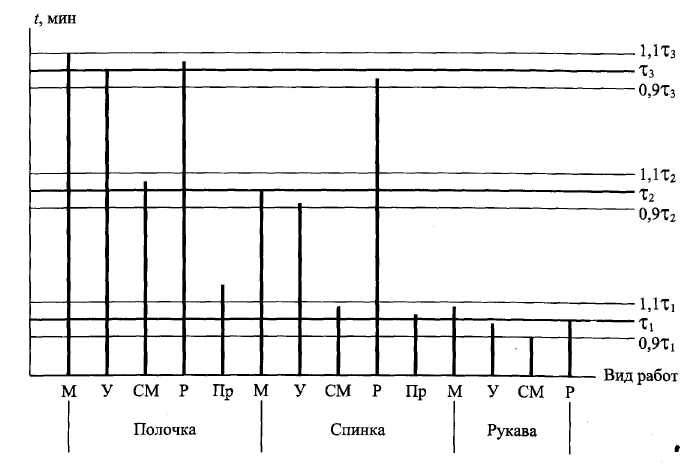
Графоаналитический методзаключается в выборе рационального такта процесса. Для этого в соответствии с технологической последовательностью обработки изделия составляют график (рис. 3.10), в котором на оси абсцисс отмечают виды работ в пределах каждого узла (так называемые «условные операции»), а по оси ординат — суммарные затраты времени по указанным видам работ («условным операциям»). На графике выявляют уров-
70 Глава 3. Этапы проектирования технологических процессов
Выбор рациональной мощности технологических процессов
71
|
Рис. 3.10.График выбора рационального такта
ни наибольшего скопления точек и по ним проводят линии. Затраты времени, соответствующие выбранным линиям, принимаются за варианты тактов. Для анализа и выбора рационального такта составляют табл. 3.14.
Таблица 3.14. Выбор рационального такта
| Такт процесса, мин | Допускаемые отклонения от такта, мин | ------------------------------------------- Затраты времени на операции, мин | Удельный вес времени операций по каждому такту, % | ||
| равные такту | кратные такту | скомплектованные по такту | |||
В гр. 1 табл. 3.14 указывают значения тактов процесса, выбранных по графику. Затраты времени на операции, равные такту (гр. 3), кратные такту (гр. 4) и скомплектованные по такту (гр. 5), указывают с учетом допускаемых отклонений от такта. Удельный вес времени операций по каждому такту (гр. 6) опре-
деляют отношением суммарного времени (гр. 3—5) к общей затрате времени на изделие. Рациональным будет являться такт с наибольшим удельным весом времени операций. По выбранному такту определяют и рациональную мощность процесса (число рабочих в процессе).
Учитывая небольшую мощность швейных предприятий сервиса, широкий ассортимент изготавливаемых изделий и, как следствие, небольшую мощность технологических процессов, рациональный такт чаще выбирают на основе операций, скомплектованных по такту.
Поскольку процессы рациональной мощности должны обеспечивать условия для максимального использования оборудования, это требование необходимо учитывать при выборе рационального такта. Для этого линии тактов проводят через места скопления точек условных механизированных операций. Для выбора рациональной организационно-технологической структуры процесса целесообразно определять мощность не всего процесса, а каждой секции, что позволит выявить возможность централизации отдельных секций.
Таким образом, в качестве одного из основных критериев выбора рациональной мощности и организационно-технологической структуры процесса может быть использован коэффициент внутрисменного использования оборудования,который определяют по формуле

Где t ji-- время выполнения механизированных операций на j-м виде"оборудования в i-й секции процесса, мин; N, — число рабочих в i-и секции процесса, чел.; Тj - трудоемкость обработки изделия в i-й секции процесса, ч; i = 1, 2, ..., п - количество секций в процессе; j = 1, 2, ..., к — количество классов (марок) оборудования.
Следует отметить, что рассмотренные выше методы не решают в полной мере задачи определения рациональной мощности технологических процессов для изготовления одежды по индивидуальным заказам.
Как было показано ранее, швейные предприятия сервиса подвержены различным колебаниям в поступлении заказов в течение всего календарного года. На величину этих колебаний
72
Глава 3. Этапы проектирования технологических процессов
Организационно-технологическое построение процессов 73
влияют районные факторы размещения предприятий (см. разд. 1.1). А это значит, что при определении рациональной мощности технологических процессов в производстве одежды по индивидуальным заказам наряду с внутрипроизводственными факторами (техникой, технологией и организацией производства) следует учитывать и внепроизводственные факторы.
Важным требованием при определении рациональной мощности технологических процессов при изготовлении одежды по индивидуальным заказам является и обеспечение их равномерной загрузки в течение года.
Таким образом, задача определения рациональной мощности технологических процессов не может быть сведена к получению конкретных значений числа рабочих, занятых в том или ином процессе. Гораздо важнее разработать научно обоснованную методику определения рациональной мощности процессов с учетом данных конкретного района обслуживания.
| <== предыдущая страница | | | следующая страница ==> |
| Предварительный расчет технологических процессов | | | Организационно-технологическое построение процессов |
Дата добавления: 2015-07-26; просмотров: 337; Нарушение авторских прав

Мы поможем в написании ваших работ!