Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Формирование организационных операций
нительного рабочего места, например «стачать рельефы» и «удалить нитки сметывания рельефов»;
• объединение прессовых операций с ручными операциями,
выполняемыми без иглы, или утюжильными операциями;
• объединение технологических операций, выполняемых на
различных специальных машинах, если суммарная трудо-
емкость операций, выполняемых на каждой из них, мень-
ше такта.
Соблюдение технологической целесообразности при формировании организационных операций является одним из главных требований, так как обеспечивает высокое качество обработки изделия, сокращает затраты времени на вспомогательные приемы. Учитывая это требование, иногда целесообразно объединять в одну организационную операцию даже разные по виду работ технологические операции. Это позволяет сосредоточить обработку деталей или узлов на минимально возможном числе организационных операций. Например, «обмелить концы воротника для обтачивания» и «обтачать воротник».
В соответствии с перечисленными требованиями и основным условием согласования выполняют формирование организационных операций для каждой секции отдельно.
Для процессов средней и большой мощности с поузловой обработкой перед началом формирования необходимо определить количество машинных, прессовых, утюжильных, ручных и спецмашинных операций в пределах каждой секции:
nм =∑tm/ῖ ; nу = ∑tу/ῖ; np =∑tp/ῖ и т.д.
Для получения целого числа операций п к времени специализированных операций tM, ty и др. необходимо добавить время технологически целесообразных операций tTцел . Для повышения загрузки отдельных видов специального оборудования возможно сосредоточить их на отдельном участке для обслуживания нескольких бригад швейного цеха. Данный расчет позволяет также предварительно определить число микробригад в каждой секции процесса.
Формирование организационных операций начинают с машинных операций как основы микробригады процесса. Затем комплектуют прессовые, утюжильные, спецмашинные и ручные операции. При неполном формировании организационной операции определенного вида работ операциями одного узла изде-
Формирование организационных операций...

|
|
| 01 I 02 03 04 05 06 07 08 09 10 11 12 13 |
лия добавляют ручные технологически целесообразные операции, а затем операции очередного по последовательности узла до полной загрузки организационной операции в соответствии с основным условием согласования.
Для создания поузловой обработки организационные операции утюжильные и ручные по возможности должны состоять из технологических операций по обработке тех узлов, которые выполняются в машинной операции этой микробригады. Спецмашинные операции, как правило, обслуживают несколько или все микробригады секции из-за небольшого удельного веса этих операций в общей трудоемкости изготовления одежды.
| Таблица 3.16. Кодирование этапов обработки женского жакета |
| Код этапа обработки |
| Наименование этапа |
| |Начальная обработка полочек |
| Соединение втачных рукавов с изделием |
| Соединение подкладки с изделием |
Формирование организационно-технологических связей процесса обработки изделия можно представить графически (рис. 3.13). Для этого вначале устанавливают основные этапы обработки изделия в соответствии с технологической последовательностью и выполняют их кодирование (табл. 3.16).
| Обработка воротника и втачивание его в горловину |
| Обработка рукавов покроя реглан и втачивание их в пройму |
| Обработка карманов Обработка бортов Начальная обработка спинки Обработка боковых и плечевых срезов Обработка мелких деталей |
На рис. 3.13 На рис 3.13 вертикальные параллельные связи соответствуют каждому этапу обработки и характеризуют структуру затрат
Рис. 3.13.Формирование организационно-технологических связей процесса изготовления женского жакета малыми сериями
|
| 80 Глава 3. Этапы проектирования технологических |
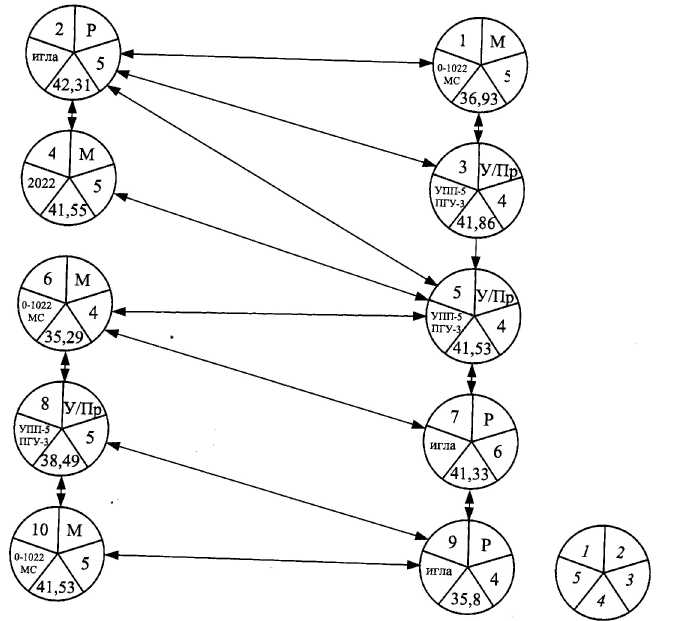
Рис. 3.14.Граф организационно-технологических связей процесса изготовления женского жакета малыми сериями: 1 — номер организационной операции; 2 — вид работ; 3 — разряд операции; 4 — затраты времени да операцию; 5 — оборудование, приспособления
времени на каждом этапе по виду работ. Горизонтальные связи показывают объединение технологических операций отдельных этапов в организационную операцию.
На основании формирования организационно-технологических связей составляют граф организационно-технологических' связей процесса изготовления изделия (рис. 3.14). Вершины графа представляют собой организационные операции и содержат следующую информацию: номер организационной операции, вид работ, разряд операции, затрату времени на операцию, оборудование. Вершины графа соединены связями с указанием направления движения предметов труда.
Разработка организационно-технологической схемы процесса 81
| <== предыдущая страница | | | следующая страница ==> |
| Формирование (комплектование) организационных операций | | | Разработка организационно-технологической схемы процесса |
Дата добавления: 2015-07-26; просмотров: 244; Нарушение авторских прав

Мы поможем в написании ваших работ!