Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Транспортные средства швейных цехов
Транспортные средства в швейных цехах обеспечивают взаимосвязь всех производственных участков и отдельных рабочих мест в единый производственный процесс. Применение транспортных средств в сочетании с механизированными операциями создает комплексно-механизированный поток.
В поточном производстве транспорт является не только средством перемещения предметов труда, но и важным фактором организации производства, обеспечивающим сокращение длительности производственного цикла изготовления швейных изделий.
Основная функция транспортных средствзаключается в обеспечении непрерывности движения предметов труда в условиях максимальной загрузки оборудования и исполнителей.
Транспортные средства применяют как для внутрипроцессной,так и для внутрицеховой транспортировкипредметов труда. Выбор транспортных средств зависит от мощности и типа технологических процессов, состояния предметов труда (крой, детали, изделия) и планировки процессов.
Механизация транспортных работ обеспечивает перемещение предметов труда в различные участки цехов, обеспечивая равномерную загрузку цехов без участия подсобных рабочих.
Применяемые на швейных предприятиях сервиса транспортные средства подразделяют:
• по способу передачи движущей силы— приводные и беспри
водные;
• по принципу действия— непрерывного действия, периоди
ческого действия;
• по способу расположения— напольные, подвесные;
• по виду установки— стационарные, нестационарные.
96 Глава 3. Этапы проектирования технологических процессов
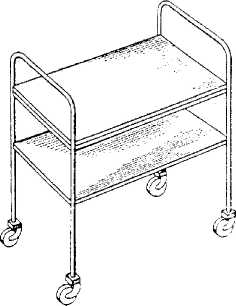
Малая мощность швейных предприятий ограничивает применение транспортных средств. В швейных цехах предприятий сервиса в основном применяют бесприводные нестационарные транспортные средства: тележки-контейнеры (рис. 3.19), тележки-стеллажи (рис. 3.20), тележки-кронштейны (рис. 3.21). Для выполнения ручных работ на рабочих местах устанавливают откидной кронштейн. С целью сохранения формы обрабатываемых крупных деталей и изделий с нестачанными плечевыми срезами на машинных и утюжильных рабочих местах применяют вешалки с зажимным устройством, которые подвешивают на тележку-кронштейн.

Рис. 3.19.Тележка-контейнер: а — с несъемным контейнером (размеры 510 х 510 х 770 мм); б — со съемным контейнером (размеры 800 х 500 х 900 мм)
Проектирование технологических процессов большой мощности и централизация отдельных секций, обслуживающих несколько бригад, создают необходимые предпосылки для применения механизированных транспортных средств. В процессах большой мощности с агрегатами длиной более 20 м детали от места запуска к отдельным микробригадам (а также при возврате деталей на отдаленно расположенные рабочие места) целесообразно передавать с помощью транспортера периодического действия,расположенного под междустольем или над ним, если транспортер подвесной оснащен крючками для размещения изделий. Скорость перемещения цепи постоянна и равна 6 м/мин. Однолинейный транспортер обеспечивает однорядное левосто-
| Транспортные средства швейных цехов |
|
| Рис.3.20. Тележка-стеллаж двуполочный (размеры 600 х 400 х 700 мм) |
97
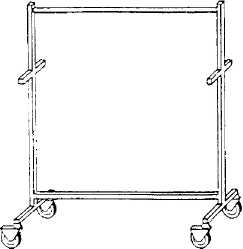
Рис.3.21. Тележка-кронштейн с поперечной балкой (размеры 883 х 500 х 1277 мм)
роннее расположение рабочих мест. Транспортер периодического действия относится к приводным напольным транспортерам. Он представляет собой деревянный короб, внутри которого с помощью троса перемещается коробка с предметами труда. Габариты коробки — 0,4 х 0,8 м, скорость ее движения — 6,0 м/мин. Транспортер работает в режиме ДОД (диспетчер — операция — диспетчер). Связь рабочих мест с местом запуска для вызова короба осуществляется световой сигнализацией. Для этого на рабочем месте запускалыцицы установлен пульт управления с номерами рабочих мест, а на рабочих местах имеются кнопки для сигнализации на пульт управления. Короб может пе-
98
Глава 3. Этапы проектирования технологических процессов
Транспортные средства швейных цехов
99
| Рис. 3.22. Цепной подвесной приводной транспортер (несущий орган — тележка-подвеска) |
ремешаться под крышкой междустолья, а для удобства пользования боковые стороны его должны быть откидывающимися.
В секциях окончательной отделки изделий с целью сохранения товарного вида и улучшения качества одежды изделия по рабочим местам передают с помощью подвесного цепного или винтового транспортера.
Из числа приводных стационарных подвесных транспортных средств известны цепные горизонтально-замкнутые транспортеры
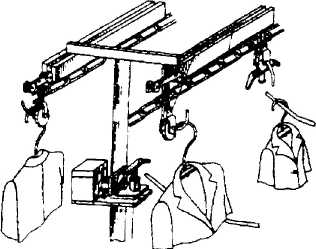
непрерывного действия.Так, транспортер ГМ-200-Д/50 представляет собой однолинейный транспортер с однорядным левосторонним или двухрядным расположением рабочих мест (рис. 3.22). Тяговым элементом транспортера является цепь. Трасса транспортера крепится растяжками к потолочному перекрытию, не загромождая проходы и рабочие зоны. К пластинам двухшарнирной цепи с шагом 0,8 м крепятся подвески. Цепь обеспечивает подъем ходового пути над проходами и опускание его в местах, где вешалка с изделием навешивается на подвеску. Скорость движения цепи — 7,4 м/мин. Возле каждого рабочего места размещено приемное устройство с кронштейном-накопителем длиной 0,5 м, вместимость которого составляет 5 зимних пальто. Возможно использование цепных подвесных транспортеров, которые укрепляют на двухметровых стойках, установлен-
ных на полу (рис. 3.23).
|
Цепные подвесные транспортеры могут быть использованы и для внутрицеховой и межцеховой транспортировки предметов труда, например, для транспортировки готовых изделий и подготовленных к примерке к месту передачи их на склад.

Рис. 3.23. Цепной подвесной транспортер (несущий орган — кронштейн)
Винтовой подвесной транспортеротличается от цепного более простым устройством. Он может быть одно- или двухлинейным с двухрядным расположением рабочих мест. Транспортер не имеет тягового элемента. Перемещение грузонесущей подвески с фигурным захватом происходит по вращающемуся винту аналогично паре винт—гайка. Винт изготавливается из трубы, на поверхность которой с заданным шагом навивается и приваривается проволока диаметром 6—8 мм. Подвеска своим фигурным захватом попадает между витками проволоки и, подталкиваемая ими, перемещается. Шаг навивки проволоки на трубу составляет 0,03—0,05 м, скорость перемещения подвески в пределах 4,5—10,0 м/мин. Все транспортеры работают в режиме ДОО (диспетчер — операция — операция).
Контрольные вопросы
1. Какие этапы включает проектирование технологических процессов?
2. Что является объектом для проектирования технологических процес
сов на швейных предприятиях сервиса?
3. Какие основные особенности производства одежды по индивидуаль
ным заказам определяют выбо,р объекта для проектирования техно
логических процессов?
100 Глава 3. Этапы проектирования технологических процессов
4.
5.
6. 7.
8.
9. 10. 11. 12. 13.
14. 15. 16. 17.
По каким показателям проводится конструктивно-технологическая оценка моделей как объекта проектирования технологических процессов?
Какие основные требования необходимо учитывать при формировании рациональных пакетов материалов для одежды? Какой может быть степень готовности изделия к примерке? Какие факторы влияют на последовательность обработки и сборки изделия, изготавливаемого на швейных предприятиях сервиса? Что является исходной информацией для проектирования технологических процессов швейных цехов?
Какие известны способы представления исходной информации для проектирования технологических процессов?
Каковы основные этапы предварительного расчета технологических процессов швейных цехов?
Какие требования необходимо учитывать при выборе организационно-технологической структуры процесса?
Как формулируется основное условие формирования организационных операций?
Какие производственные требования необходимо учитывать при формировании организационных операций и построении организационно-технологической схемы процесса?
Каковы количественные и качественные критерии оценки организационно-технологической схемы процесса?
Какие основные требования учитывают при формировании планировочного решения швейного цеха?
Какие виды транспортных средств применяют в швейных цехах на предприятиях сервиса?
От каких факторов зависит выбор транспортных средств, применяемых в швейных цехах?
| <== предыдущая страница | | | следующая страница ==> |
| Анализ организационно-технологического построения процесса 89 | | | Принципы построения поточных технологических процессов изготовления одежды по индивидуальным заказам |
Дата добавления: 2015-07-26; просмотров: 964; Нарушение авторских прав

Мы поможем в написании ваших работ!