Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Расчет припусков на механическую обработку
Классификация припусков на обработку
Технико-экономический расчет изготовления заготовок
Основные виды заготовок
Основными видами заготовок от назначения деталей являются:
- отливки из черных и цветных металлов;
- заготовки из металлокерамики;
- кованые и штампованные заготовки;
- заготовки, штампованные из листового материала;
- заготовки из проката;
- сварные заготовки;
- заготовки из неметаллических материалов.
Материал заготовок задается на рабочем чертеже конструктором.
Способ получения заготовки должен быть наиболее экономичным при заданном объеме выпуска деталей.
При выборе заготовки возникают затруднения, тогда производят технико–экономический расчет двух или более выбранных заготовок.
Технико – экономический расчет изготовления производят в следующем порядке:
- устанавливают метод получения заготовки;
- назначают припуски на обрабатываемые поверхности детали, по выбранному методу получения заготовки по нормативным таблицам или производят расчет аналитическим методом;
- определяют расчетные размеры на каждую поверхность;
- назначают предельные отклонения на размеры заготовки по нормативам;
- определяют норму расхода материала с учетом технологических потерь (некратность, угар, облой);
- определяют коэффициент использования материала по каждому из вариантов изготовления заготовок;
- определяют себестоимость изготовления заготовок;
- определяют годовую экономию материала от сопоставляемых вариантов получения заготовки.
Величину припуска на механическую обработку определяют по табличным нормативам согласно массе заготовки, точности ее изготовления, степени сложности, габаритным размерам, а также из – за вида получения заготовки (горячая объемная штамповка, кузнечно–прессовая, литье).
Припуски и допуски на размеры заготовок изготовляемые объемной штамповкой по ГОСТ 7505, литьем ГОСТ 1855, прокат ГОСТ 2509 и т.д.
Влияние припусков на экономичность изготовления детали велико, в с/х машиностроении отход металла в стружку составляет 20…30%.
Чертеж исходной заготовки отличается от чертежа готовой детали прежде всего тем, что на всех обрабатываемых поверхностях предусматриваются припуски, соответственно изменяющие размеры, а иногда и форму заготовки.
Припуски делятся на общие и промежуточные.
Общим припуском на обработку называется слой металла, удаляемый в процессе механической обработки с целью получения готовой детали.
Назначение чрезмерно больших припусков приводит к непроизводственным потерям материала, превращаемого в стружку, к увеличению потребности в оборудовании и рабочей силе. При этом затрудняется построение операций на настроенных станках, снижается точность обработки в связи с увеличением упругих отжатий в технологической системе и усложняется применение приспособлений.
Назначение недостаточно больших припусков не обеспечивает удаления дефектных слоев материала и достижения точности и шероховатости обрабатываемых поверхностей, а также вызывает повышение требований к точности исходных заготовок и приводит к удорожанию, затрудняет разметку и выверку положения заготовок на станках при обработке по методу пробных ходов и увеличивает появление брака.
Промежуточный припуск – удаляемый в процессе обработки при выполнении отдельных операций или переходов.
Различают: односторонний – снимаемый с одной стороны,
двухсторонний – снимаемые с двух сторон.
Операционный припуск равняется сумме промежуточных припусков, т. е. припусков на отдельные переходы, входящие в данную операцию.
Общий номинальный припуск определяется:
где: Ziном. - номинальный (расчетный) припуск на отдельную операцию;
n-общее количество операций обработки детали.
Минимальный операционный  – разность наименьшего предельного размера до обработки и наибольшего предельного размера после обработки на данной операции.
– разность наименьшего предельного размера до обработки и наибольшего предельного размера после обработки на данной операции.
Максимальный операционный  разность наибольшего предельного размера до обработки и наименьшего предельного размера после обработки на данной операции.
разность наибольшего предельного размера до обработки и наименьшего предельного размера после обработки на данной операции.
Минимальный операционный припуск- Ziпредельного размера после обработки на данной операции.
Максимальный предельный припуск –Zi разность наибольшего предельного размера до обработки и наименьшего предельного размера после обработки на данной операции.

 - допуски для предыдущей и последующей операции или переходов.
- допуски для предыдущей и последующей операции или переходов.
Номинальный (расчетный) операционный припуск Ziном – разность номинальных размеров изделия до и после обработки на данной операции

При ориентировочных расчетах припуск на механическую обработку можно принять соотношение

Увеличение допуска для предыдущих операций неизбежно вызывает увеличение припуска для последующих и наоборот.
В связи с этим при назначении операционных припусков и допусков должны быть решены следующие технико-экономические задачи:
1)Операционный припуск должен быть не слишком большим, чтобы не удорожать операцию, и не слишком малым, чтобы не удорожать предшествующую операцию вследствие повышения ее точности.
2)Операционный допуск должен быть достаточно широким, чтобы облегчить выполнение данной операции, но не слишком широким, чтобы не удорожать.
Схема расположения припусков и допусков на токарную обработку и шлифование вала.
 Дисх.заг.
Дисх.заг.
Дток 
Дшлиф 


Тисх.заг
ТШЛ  ЕSисх.заг
ЕSисх.заг
 ТТОК ЕIисх..заг
ТТОК ЕIисх..заг
Рисунок 3 - Схема расположения припусков и допусков на токарную обработку и шлифование вала
Дток - диаметр вала после точения;
Дшлиф - диаметр вала после шлифования;
 - номинальный общий припуск на обработку;
- номинальный общий припуск на обработку;
 - номинальный общий припуск на точение;
- номинальный общий припуск на точение;
 - номинальный общий припуск на шлифование.
- номинальный общий припуск на шлифование.
Расчет припусков начинается с определения по формулам минимального припуска Zmin - припуск, удаление которого с обрабатываемой поверхности технически необходимо для обеспечения требуемой точности и эксплуатационных качеств детали. Припуск складывается из отдельных элементов, связанных с различными погрешностями, т. е.
 - для обработки цилиндрических поверхностей.
- для обработки цилиндрических поверхностей.
Z1 – слой металла, который необходимо удалить с заготовки для устранения неровностей после предыдущей обработки  и дефектного слоя
и дефектного слоя  , возникающего в связи с обезуглероживанием, коррозией, переклепом, образованием трещин и т. п.
, возникающего в связи с обезуглероживанием, коррозией, переклепом, образованием трещин и т. п.
Для тел вращения

При односторонней
Z2 - слой металла, удаляемый для компенсации погрешности формы и пространственных отклонений относительно базовых поверхностей исходной заготовки (не соосность, не параллельность поверхностей) и линии центровых отверстий, не перпендикулярность торцовых поверхностей к линии центровых отверстий;
Z3 – слой металла, удаляемый для компенсации погрешности установки детали.
При обработке плоскостей, направление векторов поверхностей которых совпадают, то

При этом (в конкретных условиях проектируемой операции) формулы для расчета минимальных припусков могут несколько видоизменяться.
При обработке отверстий самоустанавливающимися инструментами (протягивание, развертывание, хонингование, доводка, калибровка и бесцентровое шлифование) Z3=0 и тогда
При суперфинишировании и полировании валов и отверстий, когда не ставится задача повышения точности заготовок, а только ограничиваются требованиями уменьшения шероховатости поверхности и устранения дефектов поверхностного слоя, принимают:
Z2=0 и Z3=0

При чистовом шлифовании деталей после их предварительной механической или термической обработки и при отсутствии дефектного слоя, когда ставится задача достижения минимальной шероховатости, принимают:
ТАi-1=0 
После определения величины минимального припуска устанавливается размер максимально возможного при неблагоприятных сочетаниях промежуточных размеров припуска Zmax.
Когда значение истинного припуска зависит от нескольких размеров, его величина Z рассматривается как замыкающее звено А0.
откуда

При числе размеров, от которых зависит колебание величины припусков, равно или больше четырех, наибольших припусков может быть определено из выражения
Расчет припусков может быть также произведен и по предельным размерам составляющих звеньев по формулам:
Когда припуск принимается в качестве замыкающего звена размерной цепи.
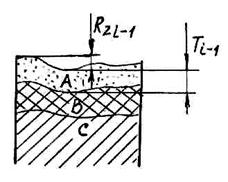
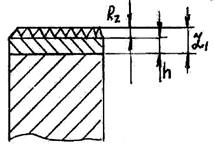
 –высота микронеровностей
–высота микронеровностей
Ti-1- глубина дефектного поверхностного слоя
A – удаляемая дефектная часть поверхностного слоя
B – не удаляемая поверхность
C – основная структура металла
Пространственное отклонение ρi-1 (производственная погрешность) расположения обрабатываемой поверхности относительно базовых поверхностей заготовки.
К ним относятся:
- не соосность обтачиваемых ступеней базовым шейкам или линии центровых гнезд заготовок ступенчатых валов;
- не соосность наружной ( базовой )поверхности и растачиваемого отверстия заготовок втулок, дисков и гильз;
- неперпендикулярность торцовой поверхности оси базовой цилиндрической поверхности заготовки;
- не параллельность обрабатываемой и базовой поверхностей заготовок корпусных деталей и другие поверхности взаимного расположения обрабатываемых и базовых элементов.
Примечание: Z2 – пространственное отклонение обозначается «ρ»
Z3 – погрешность установки заготовки «ε».
hi-1 – дефектный слой «Т»
| <== предыдущая страница | | | следующая страница ==> |
| Основные направления при выборе заготовок | | | Факторы, влияющие на величину припуска |
Дата добавления: 2014-03-11; просмотров: 2646; Нарушение авторских прав

Мы поможем в написании ваших работ!