Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Раскрой досок на черновые заготовки
Рациональный раскрой древесных материалов на заготовки является одним из способов увеличения их объемного выхода. Правильная организация раскроя пиломатериалов имеет важное значение, так как наибольшее количество отходов древесины наблюдается именно в этой стадии. Различают групповой и индивидуальный раскрой пиломатериалов.
При групповом доски раскраивают по одной и той же заранее установленной схеме. В этом случае тонкие доски можно раскраивать одновременно по несколько штук – пачками, что позволяет применять высокую степень автоматизации процесса раскроя.
При индивидуальном раскрое каждую доску раскраивают в зависимости от качества древесины и расположения пороков по самой выгодной схеме, обеспечивающей наибольший выход основных заготовок целевого назначения при минимальном количестве попутных заготовок. Такой раскрой затрудняет механизацию и автоматизацию.
Применение ''слепого'' раскроя пиломатериалов приводит к значительному уменьшению выхода и получению большого количества некондиционных заготовок (при групповом раскрое в среднем 66…70 %).
Наиболее рациональное использование пиломатериалов наблюдается при индивидуальном комбинированном раскрое одновременно на длинные и короткие заготовки.
Раскрой досок на прямолинейные заготовки производят на круглопильных станках. Схема поперечного раскроя пиломатериалов на заготовки представлена на рис. 10.1.
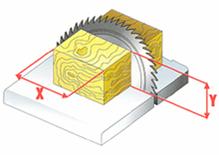
Рис. 10.1 Схема раскроя досок на торцовочных станках
При небольших объемах производства брусковых деталей рекомендуется применять для поперечного раскроя круглопильные станки ЦКБ-40 (рис. 10.2), ЦПА-40, ЦМЭ-3, ТК-18Т (Китай), STROMAB TR 350 (500, 600) (Италия), STROMAB RS-65 и др., а для продольного раскроя – станки ЦДК-4, ЦДК5-3 (рис. 10.3), ЦМР-2, Griggio CM (Италия), WP-500 (Польша) и др.

Рис. 10.2 Станок торцовочный ЦКБ-40

Рис. 10.3 Станок для продольного раскроя пиломатериалов ЦДК5-3
При больших объемах производства брусковых деталей технологический процесс должен строиться на основе поточного производства с широким применением автоматических и полуавтоматических линий. Однако механизация и автоматизация может быть экономически выгодна только в том случае, если она обеспечивает рациональное использование пиломатериалов. Для правильного разрешения этих противоречий существует два метода.
Первый метод заключается в том, что станок автоматически производит раскрой досок под наблюдением оператора. Этот метод называется автоматическим раскроем под наблюдением.
Более совершенен второй метод, называемый автоматическим раскроем по назначению. Сущность его заключается в том, что после осмотра и оценки доски назначается определенная, наиболее выгодная, схема раскроя.
В настоящее время существует линия с четырьмя критериями оптимизации MATRIX 4 производства фирмы STROMAB (Италия), снабженная программирующим устройством с экраном VGA и списком шаблонов пропила, вводимого с клавиатуры внешнего компьютера через единую сеть (рис. 10.4). Оптимизирующее программное обеспечение: четыре критерия оптимизации (максимальная длина, ограничение расхода материала, приоритетные длина и объем), утилизация отходов, окончательный отчет по оптимизации параметров, устройство выявления дефектов, снабженное сканером.

Рис. 10.4 Линия MATRIX 4 для поперечного раскроя пиломатериалов с программируемой оптимизацией длин по 4-м критериям и вырезки дефектов со считыванием по флуоресцентным меткам
| <== предыдущая страница | | | следующая страница ==> |
| Шероховатость поверхности | | | Раскрой плитных материалов |
Дата добавления: 2014-10-14; просмотров: 466; Нарушение авторских прав

Мы поможем в написании ваших работ!