Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Выбор метода получения заготовки
В данном случае целесообразно заготовка в виде прутка, размеры которого определяются с использованием опытно-статического и расчетно-статического методов определения припуска на механическую обработку.
Дано:
-диаметр вала по чертежу  30.5z8 (-0.112+0.15);
30.5z8 (-0.112+0.15);
-шероховатость Ra 20;
-расчетная длина вала 25.5мм;
-тип производства - среднесерийный;
-заготовка-прокат - обычной точности.
А) Определение величин припусков: опытно-статическим методом.
Обработку вала будем проводить по следующему маршруту: обтачивание черновое, обтачивание чистовое, шлифование однократное;
Величина припуска из таблицы 1 [3, с. 27] будет равна 30,5+4=34,5мм, принимаем из стандартных диаметров прутков равным 36мм, ближайшее большее, из ГОСТ 2590-71.
И тогда общая величина припуска будет равна 30,5-36=5,5 мм.
Б) Определение величин припусков: расчетно-статическим методом.
Диаметр детали после шлифования
30.5z8, Ra 1,25 по чертежу.
Диаметр детали после обтачивания чистового будет:
 +0,4=
+0,4=  мм.
мм.
где 0,4 мм - припуск на шлифование центровое закаленной стали при длине вала до 120 мм;
+0,038 мм- допуск, соответствующий z8.
Диаметр детали после обтачивания предварительного будет:
 30,9+1,0= 31,9 мм
30,9+1,0= 31,9 мм
где 1,0 мм - припуск на обтачивание чистовое;
0,62 мм - допуск, соответствующий h14.
Расчетный диаметр заготовки будет:
31,9+3,0±0,8=34,9±0,8,
где 3,0 мм - припуск на обтачивание предварительное проката обычной точности;
±0,8 мм - поле допуска, соответствует js 16
Принимаем диаметр заготовки по ГОСТ 2590-71  ±О,8 мм.
±О,8 мм.
Общая величина припуска будет: 36- 30,5=5,5 мм.
В) Определение величин припусков на обработку торцевых поверхностей.
Длина вала 110±t2/2, диаметр (максимальный)  30,5мм, шероховатость поверхностей торцов- Ra20. Обработка ведется по следующему маршруту: подрезка резцом (черновая).
30,5мм, шероховатость поверхностей торцов- Ra20. Обработка ведется по следующему маршруту: подрезка резцом (черновая).
Размер заготовки: 110+2*1,3=112,6-0,67 мм
где 1,3 мм – припуск на сторону на подрезание черновое;
0,67мм – допуск, соответствующий h14.
После определения припусков на основные поверхности заготовки вычерчиваем эскиз заготовки с указанием припусков на сторону на обработку всех поверхностей. Эскиз заготовки вала в условиях среднесерийного производства представлен на рисунке 1:
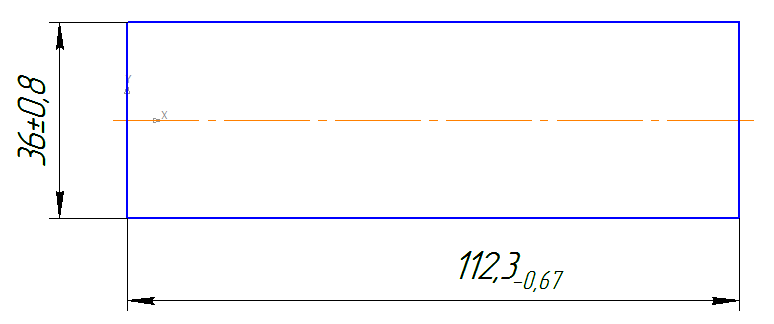
Рисунок 5- Эскиз заготовки вала.
Выбор маршрута обработки осуществляется на основании чертежа детали и эскиза заготовки.
Маршруты обработки отдельных поверхностей следующие:
- цилиндричекая поверхность 24,5 с Ra 1.25 имеет маршрут обработки: черновое точение, чистовое точение, двукратное шлифование;
- цилиндричекая поверхность 30k6 с Ra 1.25 имеет маршрут обработки: черновое точение, чистовое точение, двукратное шлифование;
| <== предыдущая страница | | | следующая страница ==> |
| Выбор маршрута обработки отдельных поверхностей заготовки | | | Выбор технологических баз |
Дата добавления: 2014-10-17; просмотров: 500; Нарушение авторских прав

Мы поможем в написании ваших работ!