Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Изготовление коленчатых осей и валов
Изготовление шнеков
Изготовление звездочек
Звездочкицепных передач для сельскохозяйственных машин в зависимости от условий их работы изготавливают из серых чугунов СЧ15, СЧ18, СЧ21, среднеуглеродистых и легированных сталей 40, 45, 40Х, 35Л, 35ХГСА и др.
Чугунные звездочки используются при малых окружных скоростях и небольших передаваемых нагрузках, стальные – при высоких скоростях и больших нагрузках. Пластмассовые материалы (капрон, полиуретан) применяются для изготовления только натяжных звездочек, не передающих крутящий момент.
Для повышения износостойкости зубьев в условиях интенсивного абразивного изнашивания звездочки подвергаются термической обработке. После закалки и отпуска звездочки из серого чугуна должны иметь твердость зубчатого венца 320…430 НВ. Зубчатый венец стальной звездочки закаливается ТВЧ на глубину 2…3 мм до твердости 35…50 HRC.
Технология изготовления звездочки зависит от материала и предъявляемых к детали технических требований. Звездочки из чугуна обычно отливаются с готовыми зубьями, и обработке подвергаются только отверстие в ступице и торцы ступицы. У стальных звездочек зубья фрезеруются или накатываются. Горячее накатывание зубьев звездочек находит все более широкой применение. Когда звездочка изготавливается из стального листа толщиной до 6 мм, то вся она, включая зубья, может быть вырублена из листа путем холодной штамповки.
Зубья звездочки можно нарезать путем копирования профиля инструмента (дисковой фасонной фрезы) или обкатки с помощью червячной фрезы, профиль которой рассчитывается в каждом отдельном случае.
Шнексельскохозяйственной машины, предназначенные для перемещения сыпучих материалов или скошенной массы, состоит из двух основных частей – вала и спирали.
Спираль и вал изготавливают раздельно, после чего их соединяют сваркой. Заготовкой для валов и труб служит обычно прокат из стали марки Ст.3.
В крупносерийном и массовом производствах спирали изготавливаются путем горячей прокатки ленты между двумя коническими валками. В единичном и мелкосерийном производствах спираль на шнеке образуется путем приварки к валу отдельных секторов. Спиральная лента надевается на вал шнека и приваривается одним концом. Затем на заданном расстоянии приваривается другой конец спирали. После приварки ленты валы шнека правятся.
Коленчатые оси и валысельскохозяйственных машин по конструктивно-технологическим признакам можно разделить на два типа: оси и валы, изготавливаемые из круглого проката путем гибки, и оси и валы, изготовляемые горячей штамповкой. Первые имеют щеки круглого сечения, диаметр их равен диаметру коренных и шатунных шеек.
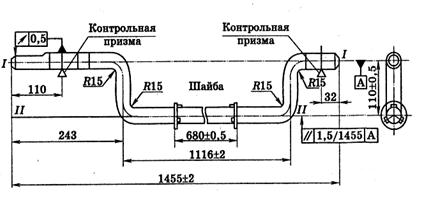
Рисунок 16.5 - Гнутая коленчатая ось (I – I, II – II – оси центров)
Оси и валы первого типа – со щеками круглого сечения – изготавливаются из круглой калиброванной стали. Перед гибкой заготовка требуемой длины подвергается на отдельных участках механической обработке. Снимаются фаски на торцах, фрезеруются шпоночные пазы и лыски и полируются шейки.
Вторые имеют щеки некруглого сечения, образуемые при штамповке.

Рисунок 16.6 - Штампованный коленчатый вал
Оси и валы второго типа – с некруглыми щеками – после штамповки подвергается механической обработке. Вначале фрезеруются торцы вала и сверлятся центровые отверстия для обработки шеек. Затем обтачиваются коренные и шатунные шейки, фрезеруются шпоночные пазы. Коренные и шатунные шейки окончательно шлифуются или полируются. Шейки валов, требующие термической обработки, закаливаются пред шлифованием.
| <== предыдущая страница | | | следующая страница ==> |
| Изготовление семяпроводов | | | Организационные формы сборки |
Дата добавления: 2014-03-11; просмотров: 498; Нарушение авторских прав

Мы поможем в написании ваших работ!