Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Подготовка кромок под сварку
К элементам геометрической формы подготовки кромок под сварку (рис. 7) относятся угол разделки кромок α, притупление кромок S, длина скоса листа L при наличии разности толщин металла, смещение кромок относительно друг друга δ, зазор между стыкуемыми кромками а.
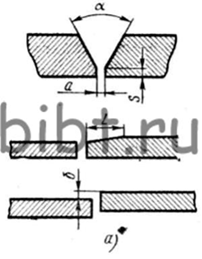 | 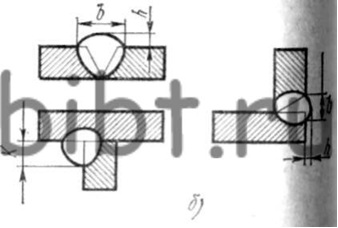 | ||
Рисунок 7 - Элементы геометрической формы подготовки кромок под сварку (а) и шва (б):
в - ширина шва, h - высота шва, К - катет шва
Выбор формы полготовки кромок под сварку регламентируеся ГОСТами и техническими условиями.
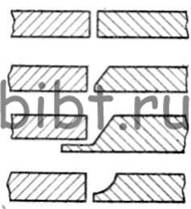
ГОСТ 5264-80 устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной и дуговой сваркой., он предусматривает для стыковых соединений формы подготовленных кромок, представленные на рис. 8; для угловых соединений - на рис. 9; тавровых - на рис. 10 и нахлесточных - на рис. 11.
Кромки свариваемых деталей могут быть подготовлены различными способами: без скосов кромок, со скосом одной кромки, со скосом двух кромок, с двумя симметричными скосами одной кромки, с отбортовкой кромок и др. Для их различения к соответствующему буквенному символу добавляется еще цифровое обозначение вида подготовленных кромок: С1, С2, СЗ и т. д.; У1, У2, УЗ,...; Н1, Н2, НЗ,...; Т1, Т2, ТЗ,....
 | |||
 | |||
Рисунок 8 - Форма подготовленных Рисунок 9 - Форма подготовленных
кромок под сварку для кромок под сварку для
стыковых соединений угловых соединений

Рисунок 10 - Форма подготовленных Рисунок 11 - Форма подготов-
кромок под сварку для ленных кромок под сварку
тавровых соединений для нахлесточных соединений
Подготовку кромок под сварку выполняют на механических станках -токарных (обработка торцов труб), фрезерных, строгальных - обработка листов и т. д., а также применением термической резки. Листы, трубы, изготовленные из углеродистых сталей, обрабатываются газокислородной резкой. В качестве горючих газов могут служить ацетилен, пропан, коксовый газ и т. д. Цветные металлы, а также нержавеющие стали обрабатываются плазменной резкой.
Перед сваркой особо ответственных конструкций торцы труб или листов после газокислородной резки обрабатывают дополнительно механическим путем; это делается для того, чтобы избежать каких-либо включений в металле.
Основные типы сварных соединений
| Тип соединения | Форма подготовленных | Характер сварного шва | Форма поперечного сечения | Толщина свариваемых | Условное обозначение | |
| кромок | подготовленных кромок | сварного шва | деталей, мм | соединения | ||
| Стыковое | С отбортовкой кромок | Односторонний | 
| 
| 1-4 | С1 |

| 
| 1-12 | С28 | |||
| С отбортовкой одной кромки | 
| 
| 1-4 | С3 | ||

| 
| С2 | ||||
| Односторонний на съемной подкладке | 
| 
| 1-4 | С4 | ||
| Без скоса кромок | Односторонний на остающейся подкладке | 
| 
| С5 | ||
| Односторонний замковый | 
| 
| 1-4 | С6 | ||
| Двухсторонний | 
| 2-5 | С7 | |||
| Без скоса кромок | 
| 
| 6-12 | С42 | ||
| последующей дорожкой | 
| |||||
| Односторонний | 
| 
| С8 | |||
| Односторонний на съемной подкладке | 
| 
| С9 | |||
| Со скосом одной кромки | Односторонний на остающейся подкладке | 
| 
| 3-60 | C10 | |
| Односторонний замковый | 
| 
| C11 | |||

| 
| C12 | ||||
| С криволинейным скосом одной кромки | 
| 
| 15-100 | C13 | ||
| С ломаным скосом одной кромки | Двухсторонний | 
| 
| C14 | ||
| С двумя симметричными скосами одной кромки | 
| 
| 8-100 | C15 | ||
| С двумя симметричными криволинейными скосами одной кромки | 
| 
| 30-120 | C16 | ||
| С двумя симметричными скосами одной кромки | 
| 
| 12-100 | C43 | ||
| Со скосом кромок | Односторонний | 
| 
| 3-60 | С17 | |
| Односторонний на съемной подкладке | 
| 
| С18 | |||
| Со скосом кромок | Односторонний на остающейся подкладке | 
| 
| 6-100 | С19 | |
| Односторонний замковый | 
| 
| 3-60 | С20 | ||

| 
| С21 | ||||
| Со скосом кромок | 
| 
| 8-40 | С45 | ||
| с последующей дорожкой | 
| |||||
| Стыковое | С криволинейным скосом кромок | Двусторонний | 
| 
| 15-120 | С23 |
| С ломаным скосом кромок | 
| 
| С24 | |||
| С двумя симметричными скосами кромок | 
| 
| 8-120 | С25 | ||
| С двумя симметричными криволинейными скосами кромок | 
| 
| 30-175 | С26 | ||
| С двумя симметричными ломаными скосами кромок | 
| 
| 30-75 | С27 | ||
| С двумя несимметричными скосами кромок | 
| 
| 12-120 | С39 | ||

| 
| С40 | ||||
| Угловое | С отбортовкой одной кромки | 
| 
| 1-4 | У1 | |
| Односторонний | 
| 
| 1-12 | У2 | ||
| Без скоса кромок | 
| 
| 1-6 | У4 | ||

| 
| 1-30 | ||||
| Двусторонний | 
| 
| 2-8 | У5 | ||

| 
| 2-30 | ||||
| Со скосом одной кромки | Односторонний | 
| 
| 3-60 | У6 | |
| Двусторонний | 
| У7 | ||||
| Угловое | С двумя симметричными скосами одной кромки | 
| 
| 8-100 | У8 | |
| Со скосом кромок | Односторонний | 
| 
| 3-60 | У9 | |
| Двусторонний | 
| У10 | ||||
| Без скоса кромок | Односторонний | 
| 
| 2-10 | Т1 | |
| Двусторонний | 
| Т3 | ||||
| Тавровое | Со скосом одной кромки | Односторонний | 
| 
| 3-60 | Т6 |

| Т7 | |||||
| С криволинейным скосом одной кромки | 
| 
| 15-100 | Т2 | ||
| С двумя симметричными скосами одной кромки | Двусторонний | 
| 
| 8-100 | Т8 | |

| 
| 12-100 | Т9 | |||
| С двумя симметричными криволинейными скосами одной кромки | 
| 
| 30-120 | Т5 | ||
| Нахлесточное | Без скоса кромок | Односторонний | 
| 
| 2-60 | Н1 |
| Двусторонний | 
| Н2 |
| <== предыдущая страница | | | следующая страница ==> |
| Применения отраслевых и государственных стандартов для выбора формы подготовки кромок под сварку | | | Субъекты предпринимательской деятельности |
Дата добавления: 2014-03-15; просмотров: 1564; Нарушение авторских прав

Мы поможем в написании ваших работ!