Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Индукционные печи
|
Читайте также: |
Индукционные плавильные печи имеют индуктор — катушку, подключаемую к сети переменного тока. При протекании по катушке тока в окружающем ее пространстве возникает переменное электромагнитное поле. При воздействии переменного поля на металлические тела последние нагреваются. Скорость нагрева зависит от теплофизических свойств нагреваемого металла и параметров магнитного и электрического полей.
В индукционных тигельных печах в литейном производстве выплавляют различные металлы и сплавы (сталь, чугун, медь, бронзу, алюминий и т. д.).
Принцип действия тигельной печи состоит в том, что расплавляемый металл помещают в пространство, пронизываемое переменным магнитным потоком. Под действием возникающей ЭДС в металле течет ток, металл нагревается и плавится.
Внутри индуктора расположен тигель из огнеупорного материала. Внутреннее пространство тигля заполняется расплавленным металлом. Тигель защищает индуктор от воздействия жидкого металла. Толщина стенки тигля, т. е. расстояние между индуктором и жидким металлом, влияет на электрические параметры печи: чем толще стенка, тем большее количество магнитных силовых линий, пронизывающих катушку, не участвует в нагреве металла.
Для уменьшения индуктивной мощности печи параллельно индуктору подключают конденсаторы, число которых по ходу плавки изменяется, так как в процессе нагрева меняется электрическое сопротивление шихты, а в некоторых случаях и ее магнитные свойства.
По контуру, включающему индуктор и конденсаторную батарею, проходит ток большой силы. Поэтому для соединения индуктора с конденсаторной батареей используют шины и кабель большого сечения.
Магнитный поток, создаваемый индуктором, проходит по замкнутым линиям как внутри его, так и снаружи. В зависимости от прохождения магнитного потока с внешней стороны индуктора различают открытую, экранированную и закрытую конструкции печей.
При открытой конструкции магнитный поток с внешней стороны индуктора проходит по воздуху. Силовые линии магнитного поля пронизывают пространство, окружающее индуктор. Конструктивные элементы печи, например детали ее каркаса, должны быть неметаллическими, или их следует располагать на таком удалении от индуктора, чтобы магнитное поле не оказывало на них влияние. Вблизи от индуктора используют элементы конструкции из дерева или асбоцемента. Элементы из углеродистой стали должны быть удалены на большое расстояние от индуктора (не менее одного его диаметра). Печи открытой конструкции строят обычно небольших габаритных размеров.
При экранированной конструкции магнитный поток с внешней стороны индуктора отделяется от стальных конструкций экраном из меди. Медь имеет небольшое электрическое сопротивление, а так как выделение мощности в теле, помещенном в электромагнитное поле, зависит от его сопротивления, то в медном экране энергия поля поглощается в меньшем количестве. Стальные конструкции при наличии экрана могут быть расположены ближе к индуктору, что уменьшает габаритные размеры печи.
При закрытой конструкции магнитный поток с внешней стороны индуктора проходит, по радиально расположенным, пакетам трансформаторной стали — магнитопроводам. Магнитная проницаемость трансформаторной стали во много раз больше магнитной проницаемости воздуха, поэтому практически весь магнитный поток проходит по магнитопроводам. Магнитопроводы целесообразно располагать как можно ближе к индуктору. Это уменьшает размеры печи и увеличивает жесткость индуктора.
Число магнитопроводов и их размеры определяют в зависимости от мощности печи, частоты питающего тока, характеристики трансформаторной стали и т. д. Закрытую конструкцию широко применяют в печах большой вместимости.
Большое значение для работы индукционной печи имеет частота питающего тока. Каждому значению вместимости печи и электрическому сопротивлению шихты соответствует определенная частота тока. При выборе частоты тока учитывают, что внутренний диаметр тигля должен быть больше или равен 3,5 глубины проникания тока в шихту.
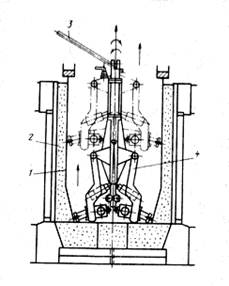
Индукционные тигельные печи состоят из следующих основных частей: индуктора, магнитопроводов, каркаса, футеровки, механизма наклона, электрооборудования и системы охлаждения печи (рис. 1.29).
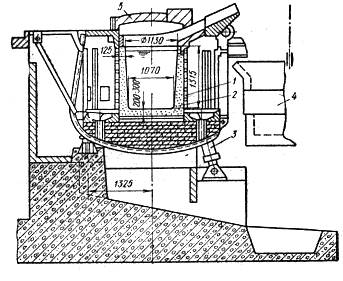
1- индуктор, 2 – тигель, 3 – механизм наклона печи, 4 – ковш, 5 - крышка
Рисунок 1.29 - Тигельная индукционная печь
Индуктор. Индуктор представляет собой цилиндрическую катушку из медной трубки. Индуктор изготовляют из меди потому, что ею поглощается меньше энергии электромагнитного поля, чем сталью и другими материалами. Профиль медной трубки разнообразен: круглый, квадратный, прямоугольный. Толщину стенки медной трубки выбирают в зависимости от частоты питающего тока. Исходя из необходимости обеспечения минимальных потерь энергии в трубке, толщина ее стенки должна быть на 30 % больше глубины проникания тока. Размер отверстия в трубке обусловлен расходом охлаждающей ее воды. Поперечное сечение трубки зависит от тока, протекающего по индуктору.
Для подвода и отвода воды и электроэнергии индуктор имеет припаянные штуцера. Между витками индуктора устанавливают электроизоляционные прокладки. Индуктор покрывают слоем эпоксидной смолы, чем обеспечивается надежная электрическая изоляция одного витка от другого.
На рисунке 1.30 изображен индуктор в сборе.
Индуктор 1, подготовленный к монтажу, собирается с верхней и нижней водоохлаждаемыми катушками 10 и 3, верхним и нижним кольцами 9 и 2 и натяжным устройством.
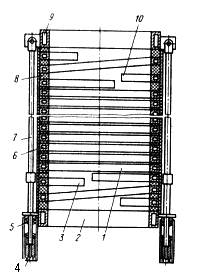
Рисунок 1.30 – Индуктор тигельной печи в сборе.
Индуктор имеет 23 витка и изготовлен из трубки прямоугольной формы 62x50 мм со стенкой толщиной 11 мм. Между витками установлены изоляционные прокладки 8. Наружная поверхность индуктора оклеена листовым асбестом 6 толщиной 10 мм. Натяг индуктора осуществляется штангами 7, гайками 4 и тарельчатыми пружинами 5. Штанги (12 штук) равномерно расположены по наружной окружности индуктора.
Охлаждающие кольца 9 и 2 и охлаждающие катушки 10 и 3 предназначены для охлаждения футеровки печи по всей высоте индуктора.
В печах промышленной частоты верхний уровень индуктора устанавливают ниже уровня металла, вследствие чего уменьшается мениск на поверхности ванны и исключается выброс металла из тигля из-за электродинамической циркуляции.
Магнитопровод. Во избежание нагрева металлических частей печи полями рассеяния вокруг индуктора устанавливают внешний магнитопровод из листовой трансформаторной стали. Магнитопровод состоит из отдельных пакетов, расположенных равномерно по периметру индуктора. На печах промышленной частоты магнитопроводы изготовляют из стали толщиной 0,5 мм, а на печах повышенной частоты — толщиной 0,35 мм.
Длина пакетов магнитопровода больше высоты индуктора. Пакеты крепят к каркасу печи болтами и устанавливают вплотную к индуктору, что обеспечивает жесткость конструкции и минимальное рассеяние магнитного потока. Расположение пакетов магнитопровода по периметру печи показано на рис. 1.31.
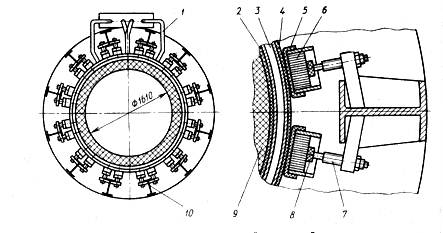
1- электровывод, 2, 4 – асбест, 3 – индуктор, 5, 8 – изоляторы, 6 – магнитопровод, 7 – прижимной винт, 9 – футеровка печи, 10 – балка каркаса печи
Рисунок 1.31 – Поперечный разрез индукционной тигельной печи.
Каркас. Каркасы печей небольшой вместимости выполняют из дерева и асбоцемента, а также из немагнитных металлов. Каркасы печей большой вместимости должны иметь большие жесткость и прочность, поэтому их изготовляют из профильной стали, т. е. швеллера, уголка, балки. На рис. 1.30 видны вертикальные ребра жесткости каркаса. Каркас воспринимает все нагрузки, возникающие при расширении печи (при нагреве), ее наклоне, сливе металла и шлака.
Футеровка. Условия работы индукционной печи предъявляют определенные требования к ее футеровке. Футеровка должна выдерживать механическое воздействие жидкого металла, что особенно важно для печи большой вместимости (свыше 10 т). Футеровка со стороны жидкого металла должна иметь плотную спекшуюся поверхность, через которую он не сможет просочиться. Со стороны индуктора футеровка должна быть неспекшейся. Это предупреждает образование в ней сквозных трещин. В процессе эксплуатации в плотном спекшемся слое футеровки могут образоваться трещины. Жидкий металл, попадая по ним в неспекшийся слой, разогревает его, и футеровка, спекаясь, закрывает трещину. Наличие неспекшегося слоя исключает проникание жидкого металла к индуктору.
Стойкость футеровки определяет срок службы печи до очередного ремонта. В зависимости от металлургического процесса применяют кислые или основные огнеупорные материалы. Футеровка печи состоит из подины 1, тигля 2, верхнего кольца 4 и крышки 3 (рис. 1.32). Как правило, при изготовлении футеровки печи применяют огнеупорные массы и для подины — фасонные огнеупорные изделия.
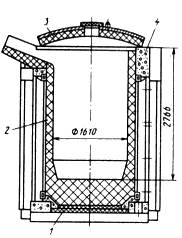
Рисунок 1.32 – Футеровка индукционной тигельной печи.
Индукционные тигельные печи для плавки чугуна футеруют сухой кварцитовой массой. Вначале из фасонных огнеупорных изделий выполняют подину печи, затем на внутреннюю поверхность индуктора наносят слой густой кварцитовой обмазки толщиной 10 мм, который после затвердевания обклеивают или листовым асбестом, или плитками из теплоизоляционного материала. Футеровку тигля изготовляют методом уплотнения вибрацией с использованием ручных или механических вибраторов. Для изготовления тигля применяют сухие кварцитовые массы. Вначале выполняют нижнюю часть тигля. Затем на под тигля устанавливают металлический шаблон и в пространство между индуктором и шаблоном засыпают огнеупорную массу. Во избежание разделения фракций массы ее подают в печь по матерчатому или резинотканевому рукаву.
При использовании ручных электровибраторов футеровку тигля делают послойно. Высота каждого слоя в зависимости от вместимости печи составляет 70—300 мм. После уплотнения первого слоя верхнюю его поверхность разрыхляют и на нее засыпают следующую порцию массы. Второй слой уплотняют аналогично первому. Из условий высококачественного уплотнения высота шаблона должна быть не более 500—600 мм, поэтому для печей большой вместимости применяют несколько шаблонов, устанавливаемых последовательно друг на друга по мере уплотнения тигля.
При использовании механических электровибраторов вначале уплотняют нижнюю часть тигля, а затем после установки металлического шаблона сразу заполняют огнеупорной массой все пространство между индуктором и шаблоном по всей высоте печи. Механический электровибратор (рис. 1.33) опускают во внутреннее пространство шаблона и уплотняют массу через стенку шаблона. В процессе уплотнения вибратор перемещают по высоте печи (с помощью крана или электротали) и вращают (вручную) вокруг вертикальной оси печи. Использование механических вибраторов сокращает время уплотнения тигля в 2—3 раза по сравнению с уплотнением ручными вибраторами.
1 – шаблон, 2- огнеупорная масса, 3 – рычаг для вращения вибратора, 4 – вибратор
Рисунок 1.33 – Расположение электровибратора в печи.
После футеровки тигля металлический шаблон или остается в печи и расплавляется при ее нагреве, или извлекается и используется повторно.
Футеровку печи сушат, плавно повышая температуру, что исключает отслаивание футеровки. Печь нагревается при включении индуктора в электрическую сеть. Предварительно в печь загружают несколько стальных или чугунных блоков, которые, нагреваясь вихревыми токами, разогревают футеровку печи. Обычно время нагрева до температуры 1000 °С не превышает 10 ч. Затем печь переключают на более высокую ступень напряжения и расплавляют металл, загружаемый в печь, или в печь заливают жидкий металл из другой печи. Футеровка печи спекается при рабочей температуре в течение 1 ч. Температура спекания футеровки при плавке чугуна 1500 °С.
Механизм наклона. При разливке металла каркас печи с индуктором и футеровкой в сборе необходимо наклонять на 95—100°.
Индукционные печи небольшой вместимости имеют ручные механизмы наклона (лебедки). Большие печи имеют, как правило, механизм наклона с гидравлическим приводом. Печь наклоняют гидравлическим цилиндром, соединенным с помощью шарниров с ее каркасом и рамой, установленной на фундаменте. Гидравлический цилиндр гибкими шлангами соединен с насосной станцией; давление, создаваемое в нем, достигает 20 МПа. Из противопожарных соображений в гидросистемах вместо масла целесообразнее применять негорючую жидкость.
Электрооборудование. В комплект печной установки входит трансформатор, конденсаторные батареи, преобразователь частоты тока, щиты управления и питающие кабели. Печь подключается к сети высокого напряжения (до 35 кВ) через высоковольтный выключатель. Трансформатор имеет несколько регулировочных ступеней на вторичной стороне (до 10), что позволяет подводить необходимое напряжение к индуктору в зависимости от режима работы печи. Для компенсации индуктивной мощности индуктора предназначены две конденсаторные батареи. Одна батарея включена постоянно, другую включают частями, по мере необходимости. Индукционные тигельные печи, работающие на повышенной или высокой частоте, имеют дополнительный преобразователь частоты (тиристорный или машинный).
Система охлаждения печи. Такие элементы печи, как индуктор, конденсаторы, кабели, могут работать только при их интенсивном охлаждении. Для охлаждения используют преимущественно воду. Небольшие печи охлаждаются обычной водой. Крупные печи охлаждаются специально подготовленной водой.
На рис. 1.34 показана схема охлаждения индукционной тигельной печи.
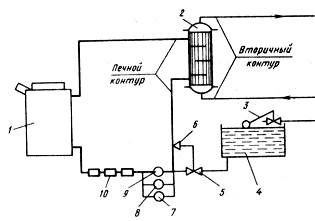
Рисунок 1.34 – Схема охлаждения индукционной печи.
Вода для охлаждения печи проходит по замкнутому контуру, включающему печь 1, трубчатый теплообменник 2, конденсаторы 10. Циркуляция воды в первичном контуре обеспечивается работой насоса 9 или насоса 8. Оба насоса работают попеременно и в качестве привода имеют электродвигатель. При отсутствии электроэнергии включается насос 7 с приводом от поршневого двигателя.
Для компенсации утечек воды из первичного контура предусмотрена система добавки специально подготовленной воды, включающая бак 4, регулирующий клапан 5 и преобразователь давления 6. Уровень воды в баке автоматически регулируется поплавковым устройством 3.
| <== предыдущая страница | | | следующая страница ==> |
| Дуговые электрические печи | | | Загрузка шихты в вагранку |
Дата добавления: 2014-03-21; просмотров: 1850; Нарушение авторских прав

Мы поможем в написании ваших работ!