Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Дуговые электрические печи
В литейном производстве дуговые печи используют для выплавки стали и чугуна из металлического лома и для перегрева жидкого чугуна, получаемого в вагранках или других первичных плавильных печах. В дуговых печах электрическая дуга возникает непосредственно между электродом и расплавляемым металлом, поэтому их называют печами прямого действия.
Электрический режим работы дуговой печи зависит от режима процесса плавки. При расплавлении металлического лома печь работает на максимальной мощности. При доводке жидкого металла до требуемого химического состава мощность печи сравнительно невелика.
Регулировать режим печи можно, изменяя напряжение на электродах или длину дуги, т. е. силу тока дуги. В первом случае переключают трансформатор с одной ступени на другую, во втором — опускают или поднимают электроды с помощью автоматической системы. Печь подключают к трехфазной сети промышленной частоты напряжением 6—35 кВ.
Для малых печей предусматривают две — четыре ступени напряжения трансформатора; для крупных печей — до 25 ступеней, что позволяет для каждого режима плавки подбирать оптимальное напряжение. Печные трансформаторы устанавливают на минимальном расстоянии от печи, чтобы уменьшить потери электроэнергии.
Дуговые печи состоят из следующих основных частей: каркаса, механизма наклона, футеровки, свода, механизма перемещения свода, электродов, электрододержателей и механизма перемещения электрододержателей, электрооборудования, системы водяного охлаждения и гидравлического привода механизмов.
Каркас. Все нагрузки от футеровки и жидкого металла, а в некоторых конструкциях и от механизмов наклона печи и подъема свода воспринимаются каркасом печи. Каркас может быть цилиндрической или конической формы, слегка расширяющийся кверху.
Каркас сваривают из листовой низкоуглеродистой стали и усиливают ребрами жесткости. Толщина стенки каркаса зависит от вместимости печи.
Днище каркаса может быть плоским, коническим или сферическим. В каркасе вырезают отверстия для загрузочного окна и металлической летки. На больших печах боковые стены каркаса имеют водяное охлаждение. В ряде случаев каркас печи выше уровня жидкого металла представляет собой отдельные водоохлаждаемые панели, соединенные между собой болтами.
На поверхности панели, обращенной в рабочее пространство печи, имеются ребра и иглы, на которые нанесен тонкий слой огнеупорной массы. В подобных печах хотя потери энергии через стены выше, чем у печей, без охлаждения стен, удельный расход энергии на тонну выплавленного металла меньше, так как время плавки значительно сокращается. Кроме того, сокращаются и простои печи, связанные с ремонтом футеровки стен.
Механизм наклона. Для слива металла печь наклоняют на 40—45° в сторону сливного носка, а для скачивания шлака на 10—15° в сторону рабочего окна. Печь наклоняют с определенной скоростью механизмом с электромеханическим или гидравлическим приводом, находящимся сбоку от нее или под ней. Механизм наклона типа ДСП вместимостью 0,5; 1,5 и 3 т состоит из двух гидравлических цилиндров (рис. 1.27), размещенных под печью. К каркасу печи на болтах присоединены два литых сегмента, установленные на литые плиты. На плитах и сегментах выполнены зубцы, надежно фиксирующие печь в определенном положении. Печь наклоняют при перемещении штока цилиндров, которые шарнирно соединены с фундаментом и каркасом.
Футеровка.Подина состоит из нескольких слоев. Первый слой, соприкасающийся с жидким металлом и шлаком, — набивной из огнеупорного порошка. При кислом процессе используют набивку из кварцевого песка, при основном — набивку из магнезитового порошка. Второй слой подины при кислом процессе выполняют из динаса, а при основном — из магнезита. Последующие слои состоят из шамота, диатомита и асбеста.
Стены печей — многослойные. Первый слой в зависимости от процесса выкладывают из динасового или магнезитового кирпича, второй — из шамотного кирпича, третий — из диатомитового порошка, который, выполняя роль теплоизоляции, одновременно компенсирует расширение огнеупоров при их нагреве и тем самым предохраняет каркас от разрушения. Вместо огнеупорных кирпичей иногда применяют набивные блоки, изготовленные из кварцевого песка или магнезитового порошка. У сверхмощных сталеплавильных печей стены из огнеупоров заменяют водоохлаждаемыми панелями.
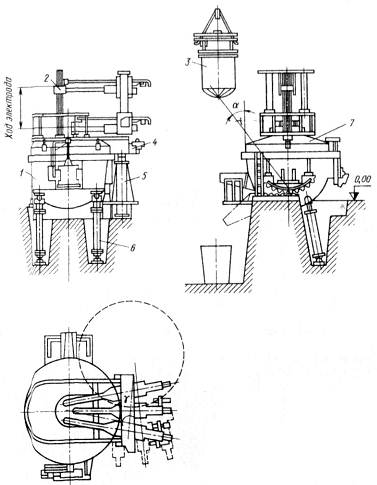
1- каркас, 2- электрододержатель, 3- корзина, 4- траверза, 5- механизм подъема и поворота свода, 6- гидроцилиндр, 7- свод
Рисунок 1.27 – Дуговая печь типа ДСП (0,5, 1,5, 3 т).
Свод. Известны печи с водоохлаждаемым сводом, в котором футеровка отсутствует полностью или сохраняется только в центральной части свода, где расположены электроды. Своды изготовляют с помощью специального шаблона из высокоглиноземистого или электродинасового нормального и фасонного кирпича.
Механизм перемещения свода. При загрузке печей применяют специальные механизмы. Наиболее широко используют метод загрузки сверху. При загрузке шихты свод вместе с электродами поднимают и поворачивают на 80—100°. Открытую печь загружают с помощью специальных загрузочных корзин. По окончании загрузки свод возвращают в исходное положение. После этого может быть начат рабочий цикл.
У некоторых печей свод после подъема остается в приподнятом положении, а печь выкатывают из-под свода на позицию загрузки. По окончании загрузки печь устанавливают в первоначальное положение, а свод опускают. Механизированная загрузка шихты позволяет повысить производительность печи, сэкономить электроэнергию и исключить тяжелый физический труд.
Электроды. Электрический ток подается внутрь рабочего пространства печи по угольным или графитированным электродам. Угольные электроды изготовляют из антрацита и кокса, а графитированные — из искусственного графита. Угольные электроды по сравнению с графитированными имеют меньшую механическую прочность и большее удельное электросопротивление. Поэтому угольные электроды обычно применяют лишь на малых печах (вместимостью до 3 т).
Электроды имеют круглое сечение и длину 1000—1800 мм. В торцах электродов сделаны отверстия с резьбой. По мере обгорания нижней части электрода, находящейся в печи, его наращивают. Для этого в верхнюю часть работающего электрода с помощью соединительного ниппеля ввинчивают новый электрод.
Для ускорения таких металлургических процессов, как раскисление и обессеривание металла, для выравнивания температуры металла по глубине ванны и облегчения скачивания шлака на печах (обычно вместимостью свыше 20—25 т) применяют электромагнитное перемешивание металла. Под подом печи устанавливают статор (магнитопровод с катушками). Магнитное поле, создаваемое катушками, вызывает направленное движение металла. Направление движения металла (рис. 1.28) зависит от схемы подключения катушек, которая может быть изменена по ходу плавки.
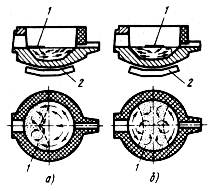
1- шлак, 2- статор,
а – в режиме скачивания, б - в режиме перемешивания
Рисунок 1.28 – Движение металла и шлака в дуговой печи.
| <== предыдущая страница | | | следующая страница ==> |
| Пламенные плавильные печи | | | Индукционные печи |
Дата добавления: 2014-03-21; просмотров: 646; Нарушение авторских прав

Мы поможем в написании ваших работ!