Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
АВТОНОМНАЯ НЕКОММЕРЧЕСКАЯ ОРГАНИЗАЦИЯ
Холодное волочение применяют с целью уменьшения (редуцирования) наружного диаметра трубы при незначительном изменении толщины ее стенки.
Холодному волочению подвергают бесшовные, а в некоторых случаях и сварные трубы с целью снятия с них сварочного трата и некоторого уменьшения диаметра.
Холодную прокатку труб осуществляют на станах сложной конструкции. Она выгодна только в случае прокатки труб определенного диаметра и в большом количестве с целью изменения толщины их стенки. Для уменьшения диаметра труб (без изменения толщины их стенки) выгоднее применять их волочение. Поэтому обычно производство холоднокатаных труб выполняют в одном цехе, прокатывая их на станах холодной прокатки и подвергая волочению на волочильных станах.
Холодная прокатка и холодное волочение-процессы более дорогие, чем горячая прокатка труб, поэтому всегда стремятся к тому, чтобы при горячей прокатке труб, предназначенных для холодной прокатки, были получены минимально возможный диаметр трубы и минимально возможная толщина ее стенки, чтобы потребовалось меньше затрат на последующие процессы холодной прокатки и холодного волочения.С этой целью при горячей прокатке широко применяют описанные выше редукционные станы. Обычно для волочения поступают трубы диаметром 40-80 мм и длиной 3-4 м со стенками толщиной 2,2-3,5 мм. Так как при волочении металл испытывает не только напряжения сжатия со стороны инструмента (волоки, кольца, фильеры), но и напряжение растяжения от тянущего устройства (разноименная схема деформации), то степень вытяжки при холодном волочении не превышает 1,5-1,8.
Перед волочением передний конец трубы необходимо продвинуть в волочильное кольцо (волоку) и захватить его клещами, поэтому диаметр трубы на длине ̴ 200-300 мм надо уменьшить. Это делают, применяя забивку участка трубы на быстроходном пневматическом молоте или на специальной ротационно-ковочной машине.
Чтобы уменьшить количество отходов, в последнее время стали пользоваться методом продавливания конца трубы в волочильное очко с помощью специального приспособления.
После набивки передних концов трубы укладывают рядами в скобе с деревянными прокладками. Затем скоба вместе с пачкой (пакетом) труб опускается в травильную ванну с раствором серной кислоты для растворения окалины на трубах после их горячей прокатки.
После травления трубы промывают в воде и подвергают омеднению, чтобы уменьшить коэффициент трения при волочении. Омеднение происходит в ваннах с раствором медного купороса, затем трубы опять промывают водой или в известковом растворе (для полной нейтрализации остатков серной кислоты). Вместо омеднения иногда применяют освинцовывание (но это менее экономично), а также фосфатирование и другие покрытие покрытия, более экономичные, чем покрытие медью.
Для еще большего уменьшения коэффициента трения между кольцом и трубой при волочении используют смазку (растительные масла, машинное масло, водные эмульсии и т. д.).
При холодном волочении трубу захватывают клещами стана и протягивают через кольцо, диаметр которого меньше наружного диаметра трубы (рис. 325).
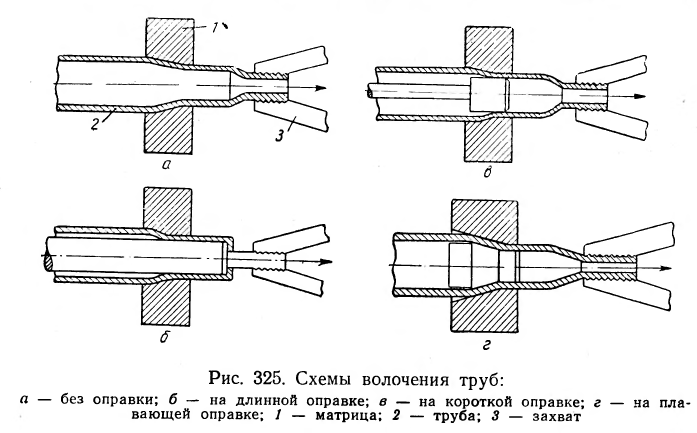
Если волочение ведется без оправки (см. рис. 325,а), то толщина стенки трубы при этом почти не изменяется.
Волочение без оправки применяют только для получения труб диаметром менее 15-20 мм, когда такую трубу трудно удержать на длинном тонком стержне с оправкой. С помощью фильеров соответствующей формы, применяя волочение без оправки, получают трубы сложного профиля: квадратные, овальные, шестигранные, ребристые и т. д. Часто фильеры (кольца) делают из трех или четырех роликов, что уменьшает усилие, необходимое для волочения.
Для одновременного уменьшения диаметра трубы и ее стенки волочение выполняется на оправке, вставляемой внутрь трубы.
Волочение на длинной подвижной оправке.Длинную оправку (рис. 325,б) заводят в трубу и вместе с ней протягивают через очко волочильного стана. После протяжки труба плотно охватывает (зажимает) оправку.
Чтобы вынуть оправку, трубу сначала раскатывают на обкатной машине с косорасположенными валками; при этом диаметр трубы увеличивается на 1-2 мм и затем оправка легко вынимается.
Волочение на короткой неподвижной оправке. Короткую оправку (рис. 325,в) укрепленную на конце стержня, устанавливают в очке неподвижно, так как конец стержня закреплен в люнете. Трубу протягивают через кольцевой зазор между оправкой и очком, вследствие чего диаметр и толщина ее стенки уменьшается.
Это наиболее простой способ, и он получил наибольшее применение при волочении труб всех размеров свыше 15 мм (при диаметре ниже 15 мм выполняется протяжка без оправки).
Волочение на короткой оправке часто применяют как последующую операцию после волочения на длинной оправке.
Применяют также волочение на короткой так называемой плавающей (самоустанавливающейся) оправке (рис. 325, г).
АВТОНОМНАЯ НЕКОММЕРЧЕСКАЯ ОРГАНИЗАЦИЯ
| <== предыдущая страница | | | следующая страница ==> |
| Лекция 63 Волочение труб | | | Структура занятия и расчёт времени |
Дата добавления: 2014-05-28; просмотров: 785; Нарушение авторских прав

Мы поможем в написании ваших работ!