Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Заточка резцов
|
Читайте также: |
Износ резцов.
В процессе резания металлов происходит износрежущего инструмента. Причиной износа резцов является трение сбегающей стружки о переднюю поверхность лезвия и задних поверхностей — о заготовку. Интенсивность износа зависит от многих причин: механических свойств заготовки, усилия и скорости резания, наличия смазочно-охлаждающей жидкости (СОЖ). Следы износа наблюдаются на передних и задних поверхностях. С понятием об износе резца тесно связано понятие стойкости резца.
Стойкость резца определяется временем непосредственной работы инструмента до очередной переточки. Это время называется периодом стойкости инструмента или стойкостью.
Повышение стойкости резца, которое можно достигнуть понижением скорости резания, подачи и глубины резания, вызывает уменьшение производительности станка. Существует понятие экономической стойкости Тэк, при которой себестоимость изготовления деталей является минимальной. При этом скорости резания назначаются в пределах, указанных в табл. 2.1.
Таблица 2.1.
Средние значения экономической скорости резания
| Режущий инструмент | Обрабатываемый материал | Скорость резания, м/мин |
| Быстрорежущий резец, Р9К5 | Сталь | 15...50 |
| Твердосплавный резец, Т15К6 | Сталь | 100...350 |
| Твердосплавный резец, ВК8 | Чугун серый | 50...200 |
| Быстрорежущее сверло (d=20 – 60 мм) | Сталь | 10...40 |
| Твердосплавное сверло, BK8 (d=8 – 30 мм) | Чугун серый | 50... 100 |
| Быстрорежущий зенкер (d=36 – 80 мм) | Сталь | 10...40 |
| Твердосплавный зенкер, BK8(d = 14 – 80 мм) | Чугун серый | 50... 175 |
| Быстрорежущая развертка (d = 21 – 80 мм) | Сталь | 2...15 |
Заточка и доводка резцов.
Изношенный режущий инструмент необходимо перетачивать.
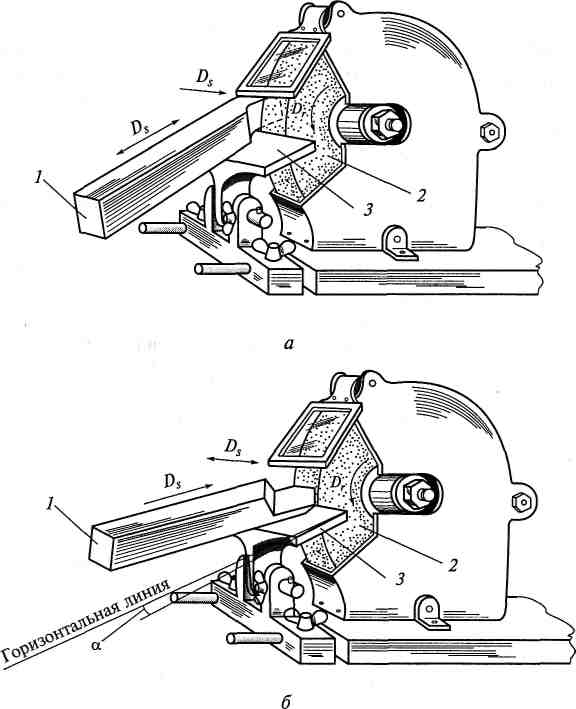 Для заточки резцов из быстрорежущей стали на точильно-шлифовальных станках используют шлифовальные круги из электрокорунда и черного карборунда (для заточки твердосплавных резцов).
Для заточки резцов из быстрорежущей стали на точильно-шлифовальных станках используют шлифовальные круги из электрокорунда и черного карборунда (для заточки твердосплавных резцов).
Заточка твердосплавных резцов производится в два приема: предварительная — кругом зернистостью 25 ...40 и твердостью МЗ-СМ1— и окончательная — кругом зернистостью 16... 22 и твердостью СМ1. Окружная скорость вращения у заточного круга 12... 15 м/с. Круг должен вращаться в направлении на резец. В этом случае силы резания дополнительно прижимает резец к подручнику, качество режущей кромки получается более высокое — меньшая шероховатость и незначительное выкрашивание.
После заточки осуществляют доводку (притирку) главной задней и передней поверхностей вдоль режущих кромок.
Доводка твердосплавных резцов производится с помощью алмазных кругов, что позволяет получить параметр шероховатости поверхности Ra = 0,16... 0,08 мкм. После алмазной заточки и доводки обеспечивается высокая острота режущей кромки и повышается долговечность резца в полтора раза.
| <== предыдущая страница | | | следующая страница ==> |
| Геометрия токарного резца | | | Сила резания |
Дата добавления: 2014-05-28; просмотров: 513; Нарушение авторских прав

Мы поможем в написании ваших работ!