Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Цель работы: определить изменение концентрации примесей по длине сита, построение и анализ графиков соответствующих функций
Разливка стали является заключительным этапом в сталеплавильном производстве. Этот процесс оказывает определяющее влияние на качество готовой продукции сталеплавильного производства - стального слитка и стальной отливки. В настоящее время разливка стали производится в изложницы сверху и сифонным способами, а такте на машинах непрерывной разливки. Несмотря на важные преимущества непрерывной разливки, разливка металла в изложницы пока сохраняет свое значение. Помимо этого разливка сверху неизбежна, например» при производстве крупных слитков (массой в несколько десятков и сотен тонн).
Важными характеристиками слитка спокойной стали являются объем усадочной раковины и глубина ее проникновения в тело слитка.
Образование усадочной раковины в слитке спокойной стали связано с явлением усадки стали. Усадка стали - это процесс уменьшенияния удельного объема стали, происходящий при понижений температуры он слагается из усадки стали в жидком состоянии при переходе ее из жидкого состояния в твердое и в твердом состоянии при охлождении вплоть до цеховой температуры. Коэффициент усадки стали в жидком состоянии значительно выше, чём а твердом. Поэтому уменьшение внутреннего объема еще жидкого металла внутри формирующегося слитка более значительно, чем уменьшение наружных размеров слитка, происходящих под влиянием усадки твердого металла, ч результате этого после затвердевания металла получается разница между объемом слитка, определяемым его наружными размерами, и объемом твердого металла в слитке. Величина это" разницы определяет объем усадочной раковины.
Таким образом, объем усадочной раковины в слитке равен объемно усадке жидкого металла внутри затвердевающего слитка, объемней усадке при затвердевании (переход стали из жидкого состояния в твердое), объемной усадке твердого металла внутри слитка за вычетом объемной усадки всего слитка до конца затвердевания.
Образование усадочной раковины происходит при затвердевания стали в так называемом тепловом центре слитка - зоне наиболее высоких температур.
Для моделирования процесса разливки стали используется парафинн. Парафин, хоть и аморфное вещество, имеет почти одинаковое со сталью относительное изменение объема при затвердевании. Это обстоятельство позволяет изучить влияние ряда факторов разливки на величину усадочной раковины.
Парафин плавится в обогреваемых ковшах и нагревается до заданной температуры. Разливка парафина по изложницам производится как сифонным способов, так и сверху. При сифонной разливке на поддон устанавливаются две изложницы с уширением кверху и с прибыльными надставками.Одна из прибыльных надставок обогревается горячей водой,другая без обогрева. Разливка сверху производится в изложницы сдедущей конфигурации: с уширением кверху с прибыльнойнадставкой и ее обогревом; с уширением кверху с прибыльной надставкой без обогрева; с уширением кверху без прибыльной надставки; с уширением книзу без прибыльной надставки; с вертикальными стенками без прибыльной надставки. Наполнение этих семи изложниц парафином производится при одинаковой его температуре и одинаковой скорости (продолжительности ) разливки. Полученные данные о расположении усадочной раковины в слитках парафина позволяют выяснить влияние на этот показатель способа разливки, формы изложницы, наличия прибыльной надставки, обогрева прибыльной надставки.
Для выяснения изменения температуры нагрева парафина производится разливка его сверху в изложницу с вертикальными стенками с такой же продолжительностью разливки указанной выше, но с другой температурой. Для установления влияния скорости разливки производится разливка парафина сверху в изложницу с вертикальными стенками при температуре, аналогичной температуре первых опытов, но с другой продолжительностью наполнения.
После разливки парафин в изложницах охлаждается до полного затвердевания, а затем слитки извлекаются из изложниц. При извлечении слитков необходимо исключить нарушение их формы и разрушение. На каждый извлеченный слиток с двух противоположных сторон накосится номер изложницы и, таким образом, производится маркировка слитков. Извлеченные слитки взвешиваются, а затем производится измерение их размеров высоты слитка, высоты прибыльной части слитка, нижнего к верхнего диаметра слитка, нижнего и верхнего диаметра прибыльней части слитка. Объем усадочной раковины измеряется путем заливки воды в раковину из мензурки. При этом а необходимых случаях производятся создание двух отверстий в пленке, закрывающей раковину; одно из этих отверстий используется для наполнения раковины водлй, а другое - для удаления воздуха из раковины. Затем производится разрезка слитков вдоль на две половины. Завершаются опыты зарисовкой разреза усадочной раковины в масштабе 1:1,а также измерением глубины залегания усадочной раковины.
Прилагается таблица.
Выводы: 1)как влияет способ разливки на объем глубину усадочной раковины? Берем слиток первый или второй и сравниваем) т к параметры одинаковы температура и время, при разливки стали сифона при одинаковых параметрах у первого слитка относительная глубина меньше чем у седьмого слитка)
2)как влияет форма изложницы? Берем четыре слитка с одинаковыми параметры. ( 5 сравниваем с 6, 7 сравниваем с 3 или 4. имеет разную форму, но время заливки и температура одинаковая ( у 5 и 6 ), у 4 и 7 одинаковый способ заливки и время.
3) наличие прибыльной надставки? 1-4 с прибыльной надставкой, а остальные без. Поэтому мы берем 3 и 5.
4) как влияет температура? Для этого возьмем 7 и 9, форма цилиндрические оба, время одно.
5) скорость разливки как влияет на глубину усадочной раковины? Контрольный слиток 7 для 8.
Цель работы: определить изменение концентрации примесей по длине сита, построение и анализ графиков соответствующих функций.
Ход работы:
1. Определение опытных данных, путем отделения семян от примесей на вибросите.
Масса семян- 5кг
| № короба | |||||||||
| опыт 1 | 0,5 | 10,9 | 23,1 | 15,2 | 10,7 | 6,5 | 4,3 | 3,2 | 2,8 |
| опыт 2 | 0,8 | 12,4 | 21,7 | 12,8 | 9,2 | 6,6 | 3,5 | 3,1 | |
| опыт 3 | 0,3 | 15,7 | 19,9 | 11,5 | 7,9 | 6,2 | 3,1 | 2,5 | |
| средняя масса | 0,53 | 21,56 | 13,16 | 9,26 | 6,43 | 4,43 | 3,26 | 2,8 |
2. Расчет длины сита Δl
Δl”1= Δl1/2=5/2=2,5 см
Δl”2= Δl”1 + Δl2/2 =2,5+ 6,5/2=5,75 см
Δl”3= Δl”2 + Δl3/2 =9,5 см
Δl”4= Δl”3 + Δl4/2 =13,5 см
Δl”5= Δl”4 + Δl5/2 =18 см
Δl”6= Δl”5 + Δl6/2 =23 см
Δl”7= Δl”6 + Δl7/2 =28 см
Δl”8= Δl”7 + Δl8/2 =33 см
Δl”9= Δl”8 + Δl9/2 =39,5 см
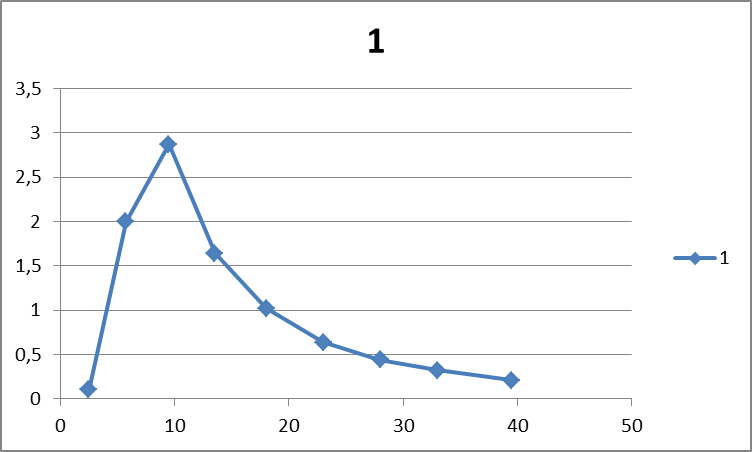
3. Построение зависимости ΔG/Δl” от l.
| длина сита | 2,5 | 5,75 | 9,5 | 13,5 | 39,5 | ||||
| ширина короба | 6,5 | 7,5 | |||||||
| кол-во сора | 0,53 | 21,56 | 13,16 | 9,26 | 6,43 | 4,43 | 3,26 | 2,8 | |
| удельное кол-во сора | 0,1 | 2,87 | 1,64 | 1,02 | 0,64 | 0,44 | 0,32 | 0,21 |
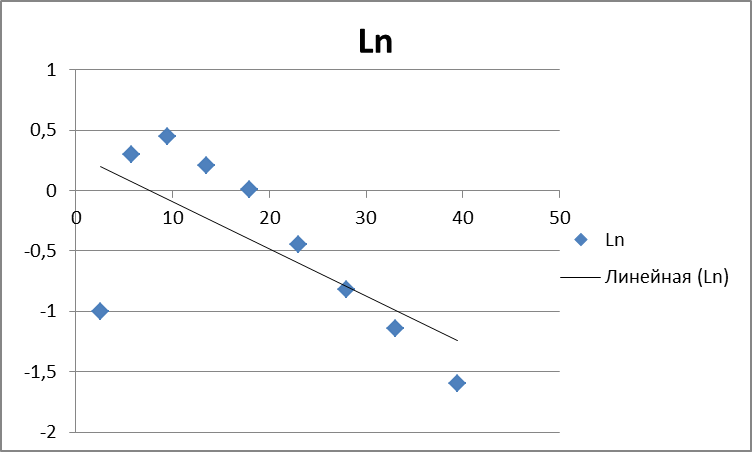
4. Построение логарифмической зависимости.
| L | 2,5 | 5,75 | 9,5 | 13,5 | 39,5 | ||||
| Ln | -1 | 0,3 | 0,45 | 0,21 | 0,008 | -0,446 | -0,82 | -1,14 | -1,6 |
5. Определение угла наклона прямой, засоренности семян, эффективности сита.
tg(k)= ( ln(ΔG1/Δl1)- ln(ΔG2/Δl2))/L1-L2=0,4
к= 22◦
З= Gc/(G1+Gc)100% = 1,47%
Э= Σа/ Gc 100%=8,26%
Вывод: в ходе работы были определены и рассмотрены зависимости распределения сора по коробам, найдены засоренность семян и эффективность сита. Поведение кривой на графиках на участке от 0 до 10 см объясняется тем, что в начале процесса просеивания сор находящийся в семенах просыпается сквозь слой материала, при этом в первый и второй коробы попадает значительно меньше сора, чем в третий и последующие, это видно как на графике, так и в таблице опытных данных.
| <== предыдущая страница | | | следующая страница ==> |
| Цель работы: ознакомление с технологией разливки стали, а так же изучение влияния различных факторов на объём усадочной раковины и на глубину ее проникновения в слиток | | | Сводная матрица методов обработки |
Дата добавления: 2014-07-10; просмотров: 396; Нарушение авторских прав

Мы поможем в написании ваших работ!