Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
ТЕМА 1.1 ОПРЕДЕЛЕНИЕ И НАЗНАЧЕНИЕ БАЗ ДАННЫХ. ТИПЫ ВЗАИМОСВЯЗЕЙ В МОДЕЛЯХ БАЗ ДАННЫХ. Металломатричные композиты на основе алюминиевых сплавов находят все большее применение в качестве конструкционных материалов благодаря их уникальным
Металломатричные композиты на основе алюминиевых сплавов находят все большее применение в качестве конструкционных материалов благодаря их уникальным механическим свойствам. В качестве упрочняющей керамической добавки к алюмиевым сплавам наиболее часто используются SiC, Al2O3, TiC или TiB2 [1, 2]. Среди отмеченных добавок наиболее привлекательным является карбид титана вследствие его высоких твердости и модуля упругости, низкого удельного веса и хорошей смачиваемости сплавами алюминия. Параметры решетки частиц карбидов переходных металлов, особенно TiС, в наибольшей степени близки к параметру решетки твердого раствора алюминия [2].
Упрочняющие частицы в алюмоматричные композиты вводят обычно либо их механическим смешиванием с порошком алюминия (при использовании методов порошковой металлургии), либо прямым введением в расплав алюминия (в случае применения литейного передела) [2-4]. Однако, такие методы не позволят в полной мере реализовать возможности дисперсного упрочнения вследствие неудовлетворительной смачиваемости частиц карбида титана алюминием, а также технологической сложности равномерного распределения упрочняющих частиц по объему и склонности дисперсных карбидных частиц к конгломерации.
В связи с этим, более предпочтительным представляется альтернативный технологический подход, включающий синтез лигатуры из элементарных порошков Al, Ti и С [3- 5] с ее последующим использованием для получения спеченного (или прошедшего дополнительную горячую обработку давлением) алюмоматричного композита. В то же время, для обеспечения гомогенного распределения частиц упрочняющей фазы по объему изделия необходима реализация схем интенсивной пластической деформации при последующей обработке давлением спеченных заготовок.
Целью настоящей работы было исследование влияние интенсивной пластической деформации на структуру и свойства алюмоматричных композитов из смеси порошков алюминия и лигатуры системы Al–Ti–C, полученной в результате реакционного термического синтеза.
В качестве исходных компонентов при приготовлении шихты для последующего термического синтеза использовали порошки алюминия (марки ПА-4), титана (марки ПТХ-80) и графита. Состав шихты, состоящей из 45% Al, 11% C и 44% Ti, выбирался таким образом, чтобы в получаемой из неё лигатуре после термического синтеза образовалось 55% упрочняющей фазы, а соотношение между титаном и углеродом соответствовало стехиометрии карбида титана. Реакционный синтез шихты проводили в герметичной камере, заполненной технически чистым аргоном, на установке косвенного индукционного нагрева при температуре 950 ºС. Полученные в результате синтеза брикеты размалывали для получения порошка лигатуры.
Из смесей порошков алюминия и 5 %, 10 % и 15 % (масс.) лигатуры под давлением 500 МПа прессовали исходные заготовки Æ30 мм, которые нагревали до температуры 600÷630 0С в течении 15 мин. и поддавали горячей пластической деформации в нагретом до 450÷500 0С штампе с применением метода винтовой экструзии (ВЭ) через матрицу с одинаковыми размерами заходной и калибрующей частей, продольный разрез которой показан на рис. 1.
. 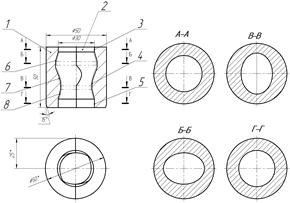 Рис. 1. Чертеж матрицы для винтовой экструзии
Рис. 1. Чертеж матрицы для винтовой экструзии
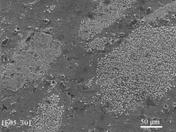
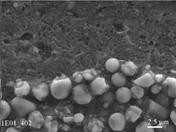
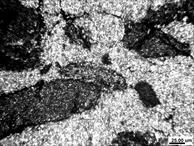
| Как следует из рис. 2, микроструктура образцов после винтовой экструзии характеризуется наличием отчетливо выраженных двух фаз: основой является матрица из алюминия, в которой относительно равномерно распределена упрочняющая фаза, представляющая собой агломераты размером от 10 до 150 мкм. Агломераты упрочняющей фазы состоят, главным образом, из частиц карбида титана с размером около 1-1,5 мкм с близкой к сферической форме (рис. 2, б). |
Особенностью процесса винтовой экструзии является то, что после каждого прохода поперечный размер заготовки практически совпадает с исходным, в связи с чем имеется возможность многократной обработки заготовок для накопления в них достаточной степени деформации. В нашем случае количество проходов при ВЭ изменялось от 1 до 3.
Для реализации подпора на передний конец заготовки при каждом проходе в матрицу перед помещение туда заготовки устанавливали нагретую до той же температуры контршайбу из литого алюминиевого сплава.
Из полученных после каждого прохода образцов вырезались продольные и поперечные темплеты, на которых измеряли свойства и исследовали структурные особенности композита.
  а б
Рис. 2. СЭМ изображение микроструктуры образцов после винтовой экструзии заготовки с 10% лигатуры при увеличении ´300 (а) и ´4000 (б)
а б
Рис. 2. СЭМ изображение микроструктуры образцов после винтовой экструзии заготовки с 10% лигатуры при увеличении ´300 (а) и ´4000 (б)
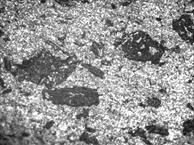
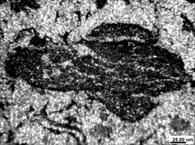
| В процессе винтовой экструзии происходит деформация частиц и агломератов упрочняющей фазы (лигатуры): последние вытягиваются вдоль направления течения материала, в результате чего в структуре материала формируется отчетливо выраженная текстура. Степень текстурированности образцов существенно возрастает от первого (рис. 3, а) до третьего прохода (рис. 3, в). |
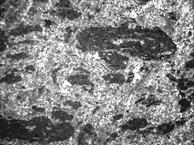
а б в
Рис. 3. Микроструктура продольного шлифа образцов с 15 % лигатуры после одного (а),
двух (б) и трех (в) проходов (´100)
Интенсивная сдвиговая деформация агломератов упрочняющей фазы сопровождается их измельчением, однако после первых двух проходов наряду с измельченными агломератами присутствуют также и довольно крупные агломераты размером до 100-150 мкм (рис. 3, а, б). Только у образцов после 3-го прохода фрагментация агломератов твердой фазы приводит к преобладающему наличию в структуре композита агломератов, средний размер которых не превышает 25-30 мкм (рис. 3, в). При этом, степень однородности размера агломератов упрочняющей фазы возрастает с увеличением процентного содержания лигатуры в смеси и с увеличением количества проходов.
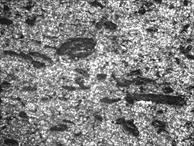
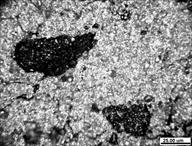
Исследование шлифов на вырезанных из экструдированных образцов поперечных темплетах также показало наличие специфической микроструктуры материала и в поперечном сечении образцов (рис. 4), в которой агломераты упрочняющей фазы с увеличением количества проходов вытягиваются в направлении, касательном к концентрическим окружностям, условно построенным на поверхности шлифа. При этом, так же как и для продольного сечения, степень текстурированности в поперечном сечении возрастает с увеличением числа проходов. Такая особенность структуры проявляется вследствие особенностей кинематики течения металла при ВЭ, когда в каждом материальном сечение заготовки в результате прохождения им винтового канала содается значительный градиент тензоров скоростей деформаций и поворота, сильные кручения радиальных «волокон» образца вследствие характерных для винтовой экструзии [6].
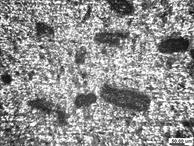
Изучение кинетики формирования структуры алюмоматричных композитов с увеличением количества проходов при винтовой экструзии позволило предположить механизм, по которому происходит фрагментация конгломератов твердой фазы. Как видно из рис. 5, если у заготовок после первого прохода видна четкая граница между алюминием и лигатурой (рис. 5 а), то после второго прохода матричная фаза начинает проникать между частицами твердой фазы, образуя внутри неё своеобразные прослойки (рис. 5, б), и после третьего прохода – перемешиватся с ней, приводя к активной фрагментации последней (рис. 5, в). Наиболее ярко этот эффект проявляется у образцов с большим (15 %) содержанием лигатуры.


а б в
Рис. 4. Микроструктура поперечного шлифа образцов с 5 % лигатуры после одного (а),
двух (б) и трех (в) проходов
а б в
Рис. 5. Зависимость структуры конгломератов упрочняющей фазы от количества проходов
при винтовой экструзии (а – 1; б – 2 и в – 3 прохода)
| Таблица 1 Свойства композитов до и после винтовой экструзии | По мере изменения структуры в результате деформации заготовок изменялись и свойства композита. С увеличением количества проходов при ВЭ и содержания упрочняющей фазы плотность и твердость образцов возрастает (табл. 1). Об упрочнении сплава за счет накопления деформаций свиде-тельствует заметное повышение его твердости с увеличением количества проходов при ВЭ при незначительном увеличении плотности композита. | ||||||||||||||||||||||||||||||||||||||||||||
|
Литература
1. Богачева А. Г., Шишкина Ю.А., Баглюк Г. А. Получение и свойства дисперсно-упрочненных легких сплавов // Технологические системы. – 2013. – №3 (64). – С. 23÷38.
2. Tong X.C., Gosh A.K.. Fabrication of in situ TiC reinforced aluminum matrix composites // Journal of materials science. – 2001. – Vol. 36. – P. 4059÷4069.
3. Луц А. Р. Самораспространяющийся высокотемпературный синтез модифицирующих лигатур и композиционных сплавов в расплаве алюминия с применением флюсов: Автореф. дис.канд. техн. наук: 01.04.17. – Самара, 2006. – 25 с.
4. Selcuk C., Kennedy A.R Al–TiC composite made by the addition of master alloys pellets synthesised from reacted elemental powders // Materials Letters. – 2006. – Vol. 60. – P. 3364÷3366.
5. Bagliuk G., Shishkina Yu. Structure formation at sintering of Al-Ti-C metal matrix composites // Euro PM2013 Congress and Exhibition. Proceedings. Vol. 3, 15-18 September 2013. – P. 125÷130.
6. Бейгельзимер Я. Е., Варюхин В. Н., Орлов Д. В., Сынков С.Г. Винтовая экструзия – процесс накопления деформации. – Донецк: ТЕАН, 2003.– 87 с.
ТЕМА 1.1 ОПРЕДЕЛЕНИЕ И НАЗНАЧЕНИЕ БАЗ ДАННЫХ. ТИПЫ ВЗАИМОСВЯЗЕЙ В МОДЕЛЯХ БАЗ ДАННЫХ
С самого начала развития вычислительной техники образовались два основных направления ее использования.
Первое направление — применение вычислительной техники для выполнения численных расчетов, которые слишком долго или вообще невозможно производить вручную.
Второе направление использование средств вычислительной техники в автоматических или автоматизированных информационных системах. В самом широком смысле информационная система представляет собой программный комплекс, функции которого состоят в поддержке надежного хранения информации в памяти компьютера, выполнении специфических для данного приложения преобразований информации и/или вычислений, пре доставлении пользователям удобного и легко осваиваемого интерфейса. Обычно объемы информации, с которыми приходится иметь дело таким системам, достаточно велики, а сама информация имеет довольно сложную структуру. Классическими примера ми информационных систем являются банковские системы, системы резервирования авиационных или железнодорожных билетов, мест в гостиницах и т.д.
Второе направление возникло несколько позже первого. Это связано с тем, что на заре вычислительной техники компьютеры обладали ограниченными возможностями. Надежное и долговременное хранение информации возможно только при наличии запоминающих устройств, сохраняющих информацию после выключения электрического питания. Оперативная память этим свойством обычно не обладает. Используемые в ранних ЭВМ два вида устройств внешней памяти — магнитные ленты и барабаны — были несовершенными. Магнитные ленты обладали достаточно большой емкостью, но по своей физической природе обеспечивали лишь последовательный доступ к данным. Магнитные барабаны, обеспечивая возможность произвольного доступа к данным, имели ограниченный размер. Появление новых носителей данных — в первую очередь, жестких дисков — дало толчок к работам по созданию информационных компьютерных систем.
Основу любой информационной системы составляет база данных, т. е. набор данных, организованных специальным образом.
«База данных — это объективная форма представления и организации совокупности данных (например, статей, расчетов), систематизированных таким образом, чтобы эти данные могли быть найдены и обработаны с помощью ЭВМ».
Файл— это место фактического хранения информации. В файле различают структуру и собственно данные. Структура файла остается неизменной, а информация (данные) может изменяться при операциях обращения к нему.
В качестве основной структурообразующей единицы хранимых в файле данных принимается хранимая запись. Хранимые записи состоят из фиксированной совокупности полей, служащих для представления значений какого-либо типа (чисел, литерных строк, дат, булевских значений, денежных единиц и т.д.), и могут иметь формат фиксированной или переменной длины. Полям, как правило, присваиваются уникальные в данной базе имена, ассоциируемые с предметной областью. Если в качестве примера базы данных рассмотреть картотеку сотрудников некоторого абстрактного предприятия, то единицей хранимых данных может быть запись персональной информации по каждому сотруднику с полями: табельный номер (формат поля — целое число); фамилия, имя, отчество (формат поля — литерная строка определенной длины); дата рождения (формат поля — дата); заработная плата (формат поля — действительное число) и т.д.
Информационные системы ориентированы главным образом на хранение, выбор и модификацию постоянно существующей информации.
Структура информации зачастую очень сложна, и хотя структуры данных различны в разных информационных системах, между ними часто бывает много общего. На начальном этапе использования вычислительной техники для управления информацией проблемы структуризации данных решались индивидуально в каждой информационной системе.
Поскольку информационные системы содержат сложные структуры данных, дополнительные индивидуальные средства управления этими данными, являясь существенной частью информационных систем, практически повторялись от одной системы к другой. Стремление выделить общую часть информационных систем, ответственную за управление сложно структурированными данными, явилось первой побудительной причиной создания систем управления базами данных.
Компоненты наиболее полного варианта СУБД следующие:
• среда пользователя, дающая возможность непосредственного управления данными с клавиатуры;
• алгоритмический язык для программирования прикладных систем обработки данных, реализованный как интерпретатор (последний позволяет быстро создавать и отлаживать программы);
• компилятор для придания завершенной программе вида готового коммерческого продукта в форме независимого ЕХЕ-файла;
• программы-утилиты для быстрого программирования рутинных операций (генераторы отчетов, форм, таблиц, экранов, меню и других приложений).
Собственно СУБД это инструментальная оболочка пользователя, а ввиду того, что такая среда ориентирована на немедленное удовлетворение запросов пользователя, это всегда система-интерпретатор. Наличие в СУБд языка программирования позволяет создавать сложные системы обработки данных, ориентированные на конкретные задачи и конкретного пользователя.
| <== предыдущая страница | | | следующая страница ==> |
| ВЛИЯНИЕ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ НА СТРУКТУРУ И СВОЙСТВА ПОРОШКОВЫХ АЛЮМОМАТРИЧНЫХ КОМПОЗИЦИТОВ | | |
Дата добавления: 2014-07-23; просмотров: 529; Нарушение авторских прав

Мы поможем в написании ваших работ!