Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
ОПРЕДЕЛЕНИЕ СКОРОСТИ ВЫСОКОТЕМПЕРАТУРНОЙ КОРРОЗИИ СТАЛИ ПО ЦВЕТАМ ПОБЕЖАЛОСТИ
1.1 Цель проведения лабораторной работы
Установить влияние температуры на скорость окисления углеродистой стали и рассчитать эффективную энергию активации процесса.
Задачи проведения лабораторной работы состоят в том, чтобы
знать: метод определения скорости коррозии металла по цветам побежалости;
уметь: самостоятельно проводить исследование влияния температуры на скорость окисления, рассчитывать энергию активации процесса.
1.2 Основные теоретические положения
Большинство металлов при высоких температурах в атмосфере термодинамически неустойчивы по отношению к кислороду. На их поверхности образуются оксидные пленки, защитные свойства которых в значительной мере определяют жаростойкость металлов и сплавов. Толщина оксидных пленок может изменяться в очень широких пределах.
Принято различать тонкие, средние и толстые пленки. Толщина тонких пленок - от мономолекулярной до 0,04 мкм. Такие пленки на металле невидимы и их наличие может быть установлено оптическими методами с применением поляризованного света или с помощью радиоактивных индикаторов. Толщина средних пленок (0,04 - 0,5 мкм) сопоставима с длиной волны видимых световых лучей (0,04 < l < 0,75 мкм). Эти пленки являются видимыми благодаря интерференционному окрашиванию, то есть возникновению так называемых цветов побежалости. Толстые пленки имеют толщину более 0,5 мкм и видны невооруженным глазом.
Интерференционные цвета побежалости позволяют определить толщину получаемых на металле пленок. Механизм появления цветов побежалости можно объяснить следующим образом. Погашение света вследствие интерференции двух лучей света, которые налагаются друг на друга, с длиной волны l происходит, если эти два луча смещены один относительно другого на половину фазы, то есть на непарное число полуволн:  и т.д.
и т.д.
Пусть два луча проходят сквозь прозрачную пленку на поверхности металла, отражаясь один от внешней поверхности пленки (рисунок 1.1, линии 1, 2), другой - непосредственно от поверхности металла, пройдя через нее (рисунок 1.1, линии 3, 4).
Рисунок 1.1 – Схема интерференции лучей света
Как это видно из рисунка, различие в ходе этих двух лучей определяется двойной толщиной пленки S (при падении луча под углом близким к прямому). Если учесть, что длина световой волны в прозрачной среде сокращается в обусловленное коэффициентом преломления число раз, то условия погашения данного луча с длиной волны l для пленки с показателем преломления n будут удовлетворяться, если толщина пленки S будет отвечать следующим значениям:
 ;
;  и т.д. (1.1)
и т.д. (1.1)
По этим формулам можно определить S, если установить интерференционное погашение луча при освещении образца монохроматическим светом. Такие измерения были проведены (таблица 1.1). Данные, приведенные в таблице 1.1, представляют собой толщины окисных пленок на железе, на котором получены цвета побежалости при нагревании образца на воздухе.
Таблица 1.1 - Толщина оксидных пленок на железе
| Цвет пленки | S, мкм |
| желтый | 0,046 |
| оранжевый | 0,052 |
| красный | 0,058 |
| фиолетовый | 0,068 |
| синий | 0,072 |
Зная толщину пленки и продолжительность процесса окисления, можно рассчитать скорость газовой коррозии.
В соответствии с уравнением Аррениуса скорость газовой коррозии V является функцией температуры:
 , (1.2)
, (1.2)
где - KV - константа скорости, Ea- эффективная энергия активации процесса.
Оксидные пленки могут быть сплошные или несплошные. Пиллинг и Бедвортс сформулировали условия, при которых образуются сплошные пленки, способные препятствовать дальнейшему окислению металла.
Если молекулярный объем оксида обозначить Vок, а объем металла Vме, то можно записать условие сплошности:

 (1.3)
(1.3)
Соотношение  можно рассчитать по формуле:
можно рассчитать по формуле:
 , (1.4)
, (1.4)
где Мок – молекулярная масса оксида, rме – плотность металла, rок – плотность оксида, Аме – атомная масса металла, m – количество атомов металла в оксиде.
Если <1 - то пленка не может быть сплошной.
Рост пористой (незащитной) пленки (соотношение  ) контролируется скоростью химической реакции окисления металла (кинетический контроль процесса) и протекает во времени по линейному закону:
) контролируется скоростью химической реакции окисления металла (кинетический контроль процесса) и протекает во времени по линейному закону:
h=k×t. (1.5)
Если пленка сплошная (соотношение  ) и оказывает сопротивление проникновению кислорода к металлу, то рост оксидной пленки описывается параболическим законом:
) и оказывает сопротивление проникновению кислорода к металлу, то рост оксидной пленки описывается параболическим законом:
h2 = k²×t. (1.6)
Часто рост тонких оксидных пленок (соотношение  ) на металлах при низких температурах и на первых стадиях окисления металлов при высоких температурах сопровождается большим самоторможением во времени, тогда выполняется логарифмический закон:
) на металлах при низких температурах и на первых стадиях окисления металлов при высоких температурах сопровождается большим самоторможением во времени, тогда выполняется логарифмический закон:
h = k×ln t. (1.7)
Окисление металлов в различных температурных интервалах происходит по-разному. Линейный закон окисления характерен для натрия, кальция, магния; параболический – для меди, железа, никеля; логарифмический – для алюминия, цинка, хрома. Например, рост пленки на железе при температурах до 400°С происходит по логарифмическому закону, а в интервале 500-1100°С – по параболическому.
1.3 Приборы и принадлежности
Приборы: термопара типа ХА, вольтметр-амперметр типа М2020, секундомер, электрическая плита.
Принадлежности: образцы стали 200x20x1,5 мм, наждачная бумага для зачистки образцов, эталонный образец, штатив для зажима образца.
1.4 Порядок проведения работы
1.4.1 Собрать экспериментальную установку в соответствии со схемой, которая приведена на рисунке 1.2.
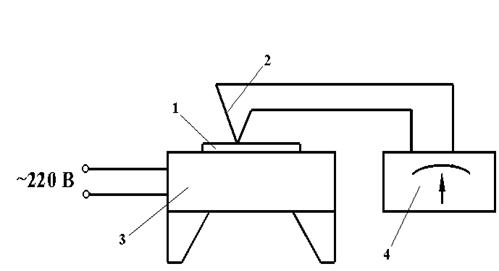 |
1 – образец, 2 – термопара, 3 - электрическая плитка,
4 – вольтметр-амперметр
Рисунок 1.2 – Схема экспериментальной установки
1.4.2 Зачистить образец до блеска и протереть фильтровальной бумагой.
1.4.3 Включить электроплитку и выдержать 10-16 мин., чтобы поверхность плиты нагрелась, положить образец на плиту так, чтобы он плотно прилегал к поверхности, одновременно включив секундомер.
1.4.4 Установить на поверхность образца термопару (термопара должна касаться поверхности образца).
1.4.5 С появлением синего цвета побежалости на поверхности образца (сравнить с эталоном) выключить секундомер. Данные (t - время до появления синего света и t - температура на поверхности образца в момент появления синего цвета) занести в таблицу 1.2. Повторить эксперимент с другими образцами при двух других значениях температуры.
Таблица 1.2 – Экспериментальные данные
| № п/п | Температура | Время до появления синего цвета | Скорость образования пленки, мм/час | 1/Т | lgV | Ea, кДж/моль | ||
| t,oC | T,oC | с | час. | |||||
1.5 Обработка экспериментальных данных
После измерений и расчетов заполнить таблицу 1.2.
По полученным данным построить график в координатах lgV - 1/Т и определить эффективную энергию активации по формуле:
 , кДж/моль, (1.8)
, кДж/моль, (1.8)
где
 , V2>V1 и Т1>Т2 . (1.9)
, V2>V1 и Т1>Т2 . (1.9)
Сделать выводы о влиянии температуры на скорость газовой коррозии.
1.6 Задание на самостоятельную работу
По материалам лекций и учебной литературы изучить вопрос о влиянии температуры на скорость газовой коррозии.
1.7 Контрольные вопросы:
1. Что называется химической коррозией?
2. Что называется газовой коррозией?
3. Что является критерием возможности протекания газовой коррозии?
4. Как классифицируют пленки на металлах по толщине?
5. По какому уравнению определяют энергию активации?
6. Как влияет температура на скорость окисления углеродистой стали?
7. Для каких металлов выполняется линейный закон роста пленок?
8. Для каких металлов выполняется параболический закон роста пленок?
9. Для каких пленок характерно появление цветов побежалости?
10. Каким образом подготавливают образцы к выполнению лабораторной работы?
11. Какие приборы используют при выполнении лабораторной работы?
12. Какова толщина оксидных пленок на железе?
13. Как рассчитывают скорость газовой коррозии?
14. Что показывает уравнение Аррениуса?
15. Какие механизмы роста пленок вы знаете?
16. В каких случаях выполняется логарифмический закон роста пленок?
17. В каких случаях выполняется степенной закон роста пленок?
18. Поясните суть уравнения Эванса.
19. Какие пленки являются не видимыми?
20. Какие пленки являются видимыми
ЖАРОСТОЙКОСТЬ МЕТАЛЛОВ И СПЛАВОВ
2.1 Цель проведения лабораторной работы
Провести оценку жаростойкости металлов и сплавов на воздухе при заданной температуре с использованием показателей коррозии.
Задачи проведения лабораторной работы состоят в том, чтобы
знать: сущность понятий «жаропрочность» и «жаростойкость», основные виды жароустойчивых материалов;
уметь: экспериментально оценивать жаростойкость различных материалов.
2.2 Основные теоретические положения
Химическая коррозия – это взаимодействие металла с коррозионной средой, при которой окисление металла и восстановление окислительного компонента коррозионной среды протекает в одном акте. Ее первопричиной является термодинамическая неустойчивость металлов в разных агрессивных средах.
Наиболее распространенным и практически важным видом химической коррозии металлов является газовая коррозия. Она протекает при многочисленных высокотемпературных технологических процессах получения и обработки металлов (выплавке и разливке металла, нагреве перед прокаткой, ковке, штамповке, термообработке и т.д.), работе оборудования в условиях влияния высоких температур (арматура нагревательных печей, детали двигателей внутреннего сгорания и т.д.).
Поведение металлов и сплавов в этих условиях оценивается двумя характеристиками: жаростойкостью и жаропрочностью.
Жаростойкость – это способность металла оказывать сопротивление коррозионному влиянию газов при высоких температурах.
Жаропрочность – способность металла сохранять при высоких температурах необходимые механические свойства: длительную прочность и сопротивление ползучести.
При коррозии в кислородсодержащих газах поверхность металла покрывается пленкой оксидов других соединений, от защитных свойств которой в значительной мере зависит жаростойкость металлов и сплавов.
Заметными защитными свойствами могут обладать лишь сплошные пленки. Возможность их образования определяется условием:
 (2.1)
(2.1)
где Vок – молекулярный объем оксида или другого соединения; VМе – атомный объем металла, из которого образуется оксид или другое соединение.
Жаростойкость металлов и сплавов можно в значительной мере повысить легированием – введением в их состав компонентов, которые улучшают защитные свойства образующихся пленок. В результате этого на поверхности сплава образуется слой оксидов легирующего компонента или высокозащитных двойных оксидов легирующего компонента с основным металлом типа шпинели (FeCr2O4, NiFe2O4 и др.).
В установившемся режиме скорость химической коррозии определяется кинетическими возможностями протекания отдельных стадий процесса: кристаллохимическим превращением (кинетический контроль процесса); диффузией реагентов в образовавшейся пленке продуктов коррозии (диффузионный контроль процесса); обеими этими стадиями одновременно при соизмеримом сопротивлении их протеканию (диффузионно-кинетический контроль процесса).
При кинетическом контроле процесса (образование несплошных пористых пленок) жаростойкость определяется природой металла, а при диффузном контроле (образование сплошных оксидных пленок) - защитными свойствами пленки, которая образуется на металле.
2.3 Приборы и принадлежности
Приборы: аналитические весы, муфельная электрическая печь с автоматическим регулятором температуры.
Принадлежности: пять тиглей из огнеупорного материала, пять промаркированных плоских образцов металлов и сплавов, штангенциркуль, наждачная и фильтровальная бумага, содовый раствор.
2.4 Порядок проведения работы
2.4.1 Включить электрическую печь. Терморегулятор установить в положение, которое соответствует температуре проведения исследований (700-9000С). Температуру и положение регулятора указывает преподаватель.
2.4.2 Испытуемые плоские образцы зачистить наждачной бумагой. Штангенциркулем измерить геометрические размеры образцов и рассчитать величину их поверхности. Обезжирить содовым раствором, промыть проточной водой, осушить фильтровальной бумагой, потом электрополотенцем. Взвесить на аналитических весах с точностью ±0,001 г (mo) и поместить в открытые тигли из огнеупорного материала.
2.4.3 По достижении в печи заданной температуры (контрольная лампочка начинает периодически включаться и отключаться), с помощью щипцов установить тигли с образцами в самую горячую зону муфеля и выдержать при этой температуре на протяжении 30-60 мин. (по заданию преподавателя). Вынуть тигли из печи и установить на огнеупорную подставку для охлаждения. Во избежание потери части окалины при охлаждении тигли накрыть огнеупорной пластиной.
2.4.4 После охлаждения взвесить каждый тигель с образцом, а потом каждый пустой тигель на аналитических весах с той же точностью.
Массу образца после эксперимента (m) рассчитать по формуле:
m = m2 - mт (2.2)
где m2 – масса тигля с образцом и окалиной, г; mт – масса тигля, г.
Результаты экспериментов для каждого исследуемого металла и сплава занести в таблицу 2.1.
Таблица 2.1 - Результаты экспериментальных измерений
| Результаты определений | Материал образца | Примечания | |||
Размеры образца, мм
Поверхность образца S, м2
Начальная масса образца mo, г
Температура, оС
Продолжительность окисления τ, часов
Масса тигля с образцом и окалиной m2, г
Масса тигля mт, г
Увеличение массы m, г
Показатель  , г/м2×час
Показатель , г/м2×час
Показатель  , г/м2×час , г/м2×час
|
2.5 Обработка экспериментальных данных
2.5.1. Для каждого из исследуемых материалов рассчитать положительный массовый показатель коррозии по формуле:
=  г/м2×
г/м2× 
час, (2.3)
где Δm+ = m – mo – увеличение массы образца металла, г; τ – продолжительность испытания, часов; S – поверхность образца, м2.
2.5.2 Выполнить пересчет положительного показателя изменения массы в отрицательный по формуле:
 , (2.4)
, (2.4)
где Аме – атомная масса металла; Аок – атомная масса окислителя (кислорода); Пме – валентность металла; Пок – валентность окислителя.
Обычно образуются оксиды Cu2O, TiО2, на стали Х18Н10 – FeCr2O7 а на стали Ст 3-80% FeО и 20% Fe3O4.
2.5.3 Рассчитать глубинный показатель коррозии по формуле:
Кn =  (2.5)
(2.5)
где ρме – плотность металла (таблица 2.2), г/см3.
Таблица 2.2 – Плотность некоторых металлов
| Металл | Плотность, г/см3 | Металл | Плотность, г/см3 |
| Al | 2,70 | Mo | 10,23 |
| Cr | 7,16 | Ni | 8,90 |
| Cu | 8,93 | Ti | 4,54 |
| Fe | 7,86 | W | 19,30 |
2.5.4 На основании полученных значений показателей коррозии сделать выводы о сравнительной жаростойкости исследованных материалов.
2.6 Задание на самостоятельную работу
Ознакомиться с основными видами жароустойчивых материалов, используемых в технике.
Ознакомиться с десятибалльной шкалой коррозионной стойкости металлов.
Определить группу стойкости для всех исследованных материалов по десятибалльной шкале.
1.7 Контрольные вопросы:
1. В каких средах наблюдается химическая коррозия?
2. Является ли газовая коррозия локальной?
3. Какова основная причина химической коррозии металлов?
4. Дайте определение жаростойкости металлов и сплавов.
5. Дайте определение жаропрочности металлов и сплавов.
6. Какие факторы влияют на жаростойкость стали?
7. Приведите условие сплошности пленок?
8. Для каких металлов выполняется условие сплошности?
9. Как можно повысить жаростойкость металлов и сплавов?
10. Чем определяется скорость химической коррозии в установившемся режиме?
11. Чем определяется скорость химической коррозии при кинетическом контроле процесса?
12. Какие металлы повышают жаростойкость сталей?
13. Как влияет углерод на жаростойкость сталей?
14. Как влияет структура сталей на их жаростойкость?
15. Поясните суть трех теорий жаростойкого легирования.
16. Каким образом подготавливают образцы к выполнению лабораторной работы?
17. Какие приборы используют при выполнении лабораторной работы?
18. Какие показатели используют при оценке газовой коррозии?
19. Как рассчитываются массовые показатели коррозии?
20. Как перейти от массовых показателей коррозии к глубинному?
ВЛИЯНИЕ ВЕЛИЧИНЫ ПОВЕРХНОСТИ АНОДА И КАТОДА НА СИЛУ ТОКА ГАЛЬВАНИЧЕСКОГО ЭЛЕМЕНТА, РАБОТАЮЩЕГО С КИСЛОРОДНОЙ ДЕПОЛЯРИЗАЦИЕЙ
3.1 Цель проведения лабораторной работы
Определить влияние величины поверхности анода и катода на силу тока гальванического элемента Zn-Cu, работающего с кислородной деполяризацией.
Задачи проведения лабораторной работы состоят в том, чтобы
знать:принцип работы гальванического элемента, особенности протекания электрохимического коррозионного процесса и непосредственно катодного процесса с кислородной деполяризацией, влияние величины поверхности катода и анода на силу тока гальванического элемента, работающего с кислородной деполяризацией;
уметь:собрать электрическую схему, определить силу тока гальванического элемента.
3.2 Основные теоретические положения
3.2.1 Электрохимический механизм растворения металла в электролитах
Первопричиной коррозии металлов, в том числе и электрохимической коррозии является их термодинамическая неустойчивость. При взаимодействии с электролитами металлы растворяются, переходя в более стабильное окисленное (ионное) состояние. Электрохимический механизм коррозии описан электрохимической реакцией, которая протекает с участием свободных электронов. Ионизация атомов металла и восстановление окислительного компонента коррозийной среды протекает не в одном акте, а скорости этих процессов зависят от величины электродного потенциала металлов в электролитах.
Электрохимическое растворение металла - сложный процесс, который состоит из трех основных одновременно протекающих процессов (рисунок 3.1):
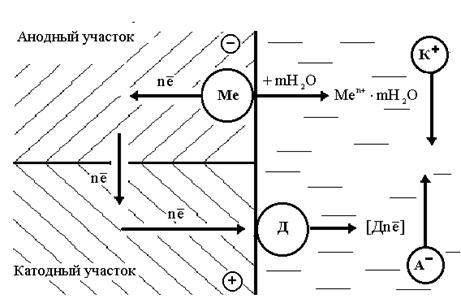 |
Рисунок 3.1 – Общая схема электрохимической коррозии
1) анодного - образование гидратированных ионов металла в электролите и некомпенсированных электронов на анодных участках по реакции:
ne neMen+ ® Men+×mН2O (3.1)
2) перетекание электронов в металле от анодных участков к катодным и соответствующие перемещения катионов и анионов в растворе;
3) катодного - ассимиляция электронов ионами или молекулами раствора (деполяризаторами Д), способными к восстановлению на катодных участках по реакции:
Д + ne ® [Дne] (3.2)
Таким образом, электрохимическая коррозия на неоднородной (гетерогенной) поверхности металла аналогична работе короткозамкнутого гальванического элемента. При замыкании в электролите двух обратимых электродов с разными потенциалами происходит перетекание электронов от более отрицательного электрода (анода) к менее отрицательному (более положительному) электроду (катоду). Перетекание электронов выравнивает значения потенциалов замкнутых электродов. Если бы при этом электродные процессы (анодный на аноде и катодный на катоде) не протекали, потенциалы электродов уравнялись бы и наступила бы полная поляризация. В действительности анодные и катодный электродные процессы продолжаются, препятствуя наступлению полной поляризации вследствие перетекания электронов от анода к катоду.
Ионы и молекулы раствора, которые обеспечивают протекание катодного процесса называют деполяризаторами.
3.2.2 Электрохимическая коррозия металла с кислородной
деполяризацией
Процессы коррозии металлов, при протекании которых катодная деполяризация осуществляется растворенным в электролите кислородом, называют коррозией с кислородной деполяризацией. Самопроизвольное протекание процесса коррозии металла с кислородной деполяризацией возможно, если (jМе)об.<  .:
.:
(jО2)об.= jоО2+  (3.3)
(3.3)
где (jО2)об. - обратимый потенциал кислородного электрода в данных условиях, В; jоО2 - стандартный потенциал кислородного электрода В; (jМе)об. - обратимый электродный потенциал металла, В; Р(О2) - парциальное давление кислорода, атм; а`ОН- - активность гидроксильных ионов; F - число Фарадея (96500 г×экв); R = 8,31 Дж/(К×моль) - газовая постоянная; T - абсолютная температура, К.
Коррозия металлов с кислородной деполяризацией в большинстве случаев происходит в электролитах, которые контактируют с атмосферой, парциальное давление кислорода в которой Р = 0,21 атм. Таким образом, при определении термодинамической возможности протекания коррозионных процессов с кислородной деполяризацией расчет обратимого потенциала кислородного электрода в этих электролитах следует делать, учитывая реальное парциальное давление кислорода в воздухе.
С кислородной деполяризацией корродируют металлы в атмосфере (например, ржавление оборудования металлургических заводов), в воде и нейтральных водных растворах солей (например, охладительные системы доменных и мартеновских печей, конвертеров, металлическое обшивка речных и морских судов), и в грунте (например, различные трубопроводы).
Для защиты металлических конструкций от коррозии с кислородной деполяризацией в нейтральных электролитах (пресной и морской воде, водных растворах солей, грунтах) существуют следующие методы:
1) применение достаточно стойких металлов и сплавов: термодинамически стойких в данных условиях (никель, медь и медных сплавы (бронзы)) – в морской воде; предрасположенных к пасивации (алюминий, хромистые и хромоникелевые стали) – в воде; тех, которые покрываются защитными пленками труднорастворимых продуктов коррозии (цинк, свинец) - в растворах сульфатов;
2) удаление из электролита деполяризатора – кислорода. Например, деаэрация или обескислороживание питающей воды паровых котлов или воды охлаждающих систем;
3) введение в воду или разбавленные растворы солей разных добавок, которые замедляют коррозию за счет сильного торможения анодного процесса, - пассиваторов или пленкообразователей (например фосфатов, полифосфатов, аминов);
4) нанесение на металлы разных защитных покрытий: металлических (например, на сталь - цинка, кадмия, никеля, олова, свинца и др.), неметаллических неорганических (оксидных, фосфатных для защиты от атмосферной коррозии) и органических (например, лакокрасочных, асфальто-битумных, полимерных и др.);
5) электрохимическая защита металлических конструкций катодной поляризацией от внешнего источника постоянного тока или с помощью протекторов, или анодной поляризацией при возможности пассивации металла.
3.2.3 Особенности катодного процесса кислородной деполяризации
Катодный процесс кислородной деполяризации включает следующие стадии:
· Растворение кислорода воздуха в электролите.
· Перенесение растворенного кислорода в объеме электролита и части слоя Прандтля в результате движения электролита, обусловленного конвекцией или дополнительным перемешиванием.
· Диффузионный перенос кислорода в слое электролита толщиной δ (в диффузном слое) или в пленке продуктов коррозии на металле к катодным участкам поверхности корродирующего металла.
· Ионизация кислорода по реакциям:
- в нейтральных растворах
О2 + 4е + 2Н2О = 4ОН-;
- в кислых растворах
О2 + 4е + 4Н+ = 2Н2О.
· Диффузия и конвективный перенос ионов ОН_ от катодных участков корродирующего металла вглубь раствора.
При коррозии металлов с кислородной деполяризацией наиболее затрудненными стадиями катодного процесса являются: при очень больших скоростях подведения кислорода к корродирующему металлу - ионизация кислорода, а в спокойных электролитах - диффузия кислорода. В последнем случае наблюдается непосредственная зависимость между количеством кислорода, который поступает в единицу времени к поверхности катода, и током, выработанным элементом (чем больше доступ кислорода, тем больше ток).
Величина доступа кислорода к поверхности анода, если это не вызовет пассивации анода, существенным образом не влияет на силу тока, так как наиболее медленным процессом является процесс диффузии кислорода к поверхности катода.
Сила тока гальванического элемента, который работает с кислородной деполяризацией, зависит от величины поверхности катода. Увеличение поверхности катода (при прочих равных условиях) вызовет увеличение количества кислорода, который притекает к его поверхности в единицу времени, и повышение силы тока элемента, если условия доступа кислорода к поверхности катода остаются прежними.
Увеличение поверхности анода в этих случаях не влияет на силу тока элемента, так как не ускоряет процессов деполяризации.
Для процессов коррозии металлов с кислородной деполяризацией характерна замедленность переноса кислорода к катодным участкам поверхности корродирующего металла. Это обусловлено малой концентрацией кислорода в электролитах (вследствие плохой его растворимости в воде и в водных растворах); медленной диффузией кислорода через слой электролита, прилегающий к поверхности металла; дополнительным затруднением диффузии кислорода через пленку вторичных труднорастворимых продуктов коррозии, часто образующихся на поверхности корродирующего металла.
Замедленность катодного процесса заметно влияет на скорость коррозии металлов с кислородной деполяризацией, а в многих случаях это влияние является преобладающим. Наиболее затрудненными стадиями катодного процесса кислородной деполяризации, а часто и всего коррозионного процесса, в зависимости от условий протекания, являются:
1) ионизация кислорода (кинетический контроль);
2) диффузия кислорода (диффузионный контроль);
3) ионизация и диффузия кислорода одновременно (смешанный диффузионно-кинетический контроль).
Кинетический контроль протекания катодного процесса (контроль перенапряжением ионизации кислорода) наблюдается при сравнительно небольших катодных плотностях тока и очень высоких скоростях подвода кислорода к металлу:
а) при сильном перемешивании электролита;
б) при очень тонкой пленке электролита на поверхности металла (при влажной атмосферной коррозии металлов).
Если электролитом является вода, то быстрый подвод кислорода к металлу может замедлить протекание анодного процесса вследствие наступления пассивности металла, что приведет к значительной анодной поляризации и повышению коррозийной стойкости металла при преобладающем влиянии анодного процесса.
Скорость коррозии металлов не склонных к пассивации в условиях сильной аэрации определяется в основном перенапряжением ионизации кислорода. В этом случае скорость коррозии зависит от природы металлов и содержания катодных примесей или структурных составляющих: чем ниже перенапряжение ионизации кислорода на микрокатодах, и, чем больше количество этих микрокатодов, тем выше скорость катодной реакции, а, следовательно, и коррозионного процесса.
Диффузионный контроль протекания катодного процесса (затрудненный доступ кислорода к катодным участкам) наблюдается при катодных плотностях тока, близких к предельной диффузионной плотности тока и очень малых скоростях подвода кислорода к металлу, обусловленных медленностью протекания диффузного процесса:
а) в спокойных (неперемешивающихся) электролитах;
б) при наличии на поверхности металла пленки труднорастворимых продуктов коррозии;
в) при подземной коррозии металлов.
Во многих случаях коррозии металлов с кислородной деполяризацией диффузия кислорода определяет скорость всего процесса. В этих условиях коррозионный ток (скорость коррозии металла) определяется только площадью катода.
Смешанный диффузионно-кинетический контроль протекания катодного процесса (сравнимое влияние на скорость катодного процесса перенапряжения ионизации и медленной диффузии кислорода), очевидно, наиболее распространенный случай коррозии металлов с кислородной деполяризацией. Довольно часто скорость коррозии металлов определяется скоростью протекания обеих стадий катодного процесса. Как и в предыдущем случае, процесс чувствителен к изменению условий диффузии кислорода. Вместе с тем скорость коррозии зависит от природы и количества катодных примесей, но в меньшей степени, чем при чисто кинетическом контроле процесса.
3.3 Приборы и принадлежности
Приборы: миллиамперметр, ванна для электролита.
Принадлежности:цинковые и медные образцы - 8 штук, электролит - 3%-ный раствор NaCl, наждачная бумага.
3.4 Порядок проведения работы
3.4.1 Зачистить четыре плоских цинковых и бронзовых электрода с неизолированной стороны, замерить их размеры и вычислить площадь.
3.4.2 Закрепить в клеммы самые маленькие цинковый и бронзовый электроды и опустить в ванну с 3%-ным раствором NaCl так, чтобы раствор целиком покрывал выделенные прямоугольные части электродов. Отметить время начала опыта.
3.4.3 Замерять силу тока, записывая показание милиамперметра в таблицу 3.1 через каждые две минуты на протяжении 6-10 минут (до получения двух одинаковых значений).
Примечание. Большая начальная сила тока в элементах, которые работают с кислородной деполяризацией, вызвана тем, что в момент погружения катода в раствор, в поверхности катода находится много кислорода как растворенного в электролите, так и захваченного электродом из воздуха. Постепенно этот кислород расходуется, и сила тока уменьшается. Установление постоянной силы тока указывает на то, что наступило равновесие между количеством кислорода, потребляемым на катоде, и диффундирующим через поверхность раздела электролита с воздухом.
3.4.4 После того как была установлена сила тока, который протекает между электродами наименьших размеров, осторожно, стараясь не перемешивать электролит, заменить самый маленький катод на следующий по размеру, погрузить электроды в электролит и записать показание милиамперметра в таблицу. Когда сила тока установится, заменить катод на больший по размеру и т.д.
3.4.5 Аналогичным образом измерить силу тока элементов с наименьшим катодом и анодами разных размеров и определить влияние изменения площади поверхности анода на силу тока гальванического элемента. Результаты измерений занести в таблицу (таблица 3.1).
Таблица 3.1 – Результаты экспериментальных измерений
| № п/п | Поверхность S, см2 | Сила тока, А | |||||
| катод | анод | Время от начала измерения, минут | |||||
3.5 Обработка экспериментальных данных
На основании полученных данных построить зависимости установившейся силы тока (последние значения) от величины поверхности катода при Sанода = const и от величины поверхности анода при Sкатода = const. Сделать выводы о влиянии величины поверхности анода и катода на силу тока гальванического элемента, работающего с кислородной деполяризацией.
3.6 Задание на самостоятельную работу
По материалам лекций и рекомендуемой литературы изучить механизм и особенности коррозии металлов с кислородной деполяризацией.
3.7 Контрольные вопросы:
1. Что называется электрохимической коррозией?
2. Что является первопричиной электрохимической коррозии?
3. Какая реакция протекает на катоде в кислой среде?
4. Какая реакция протекает на катоде в щелочной и нейтральной средах?
5. Какая реакция протекает на аноде?
6. В чем состоит принцип работы гальванического элемента?
7. Как влияет величина поверхности катода на силу тока гальванического элемента?
8. Как влияет величина поверхности анода на силу тока гальванического элемента?
9. Какие существуют виды деполяризации?
10. В чем особенность протекания электрохимического коррозионного процесса с кислородной деполяризацией?
11. При каком условии возможно протекание коррозии с кислородной деполяризацией?
12. В каких средах металлы корродируют с кислородной деполяризацией?
13. По какому критерию поверхность металла разделяют на катодный и анодный участки?
14. Как уменьшить скорость коррозии гальванического элемента, который работает с кислородной деполяризацией?
15. Какие приборы используют при выполнении лабораторной работы?
16. Какие растворы применяют для проведения лабораторной работы?
17. Каким образом подготавливают образцы к выполнению лабораторной работы?
18. Каковы необходимые условия работы гальванического элемента?
19. Назовите внутренние факторы электрохимической коррозии?
20. Назовите внешние факторы электрохимической коррозии?
| <== предыдущая страница | | | следующая страница ==> |
| Литературная экскурсия для взрослой аудитории | | | ЭЛЕКТРОЛИТИЧЕСКОЕ ЛУЖЕНИЕ И ЦИНКОВАНИЯ СТАЛИ |
Дата добавления: 2014-09-10; просмотров: 941; Нарушение авторских прав

Мы поможем в написании ваших работ!