Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
В качестве источника питания дуги переменным током используют сварочные трансформаторы и инверторы, постоянным током - сварочные выпрямители и генераторы. Все источники сварочного тока должны обеспечивать возможность короткого замыкания, надежность зажигания и горения дуги, возможность регулирования сварочного тока.
Сварочные трансформаторы (рис.58) переменного тока состоят из понижающего трансформатора и специального устройства, создающего падающую внешнюю характеристику и регулирующего сварочный ток.
Сварочный трансформатор имеет магнитопровод, на обоих стержнях которого расположены по две катушки: одна с первичной обмоткой, а вторая со вторичной обмоткой. Катушки первичной обмотки закреплены неподвижно в нижней части сердечника, катушки вторичной обмотки перемещаются по стержням с помощью винтовой пары. Сварочный ток регулируют изменением расстояния между первичными и вторичными обмотками. При увеличении этого расстояния магнитный поток рассеяния возрастает, а сварочный ток уменьшается. По этому принципу изготовлены сварочные аппараты типа ТС, ТСК, ТД с алюминиевыми обмотками.
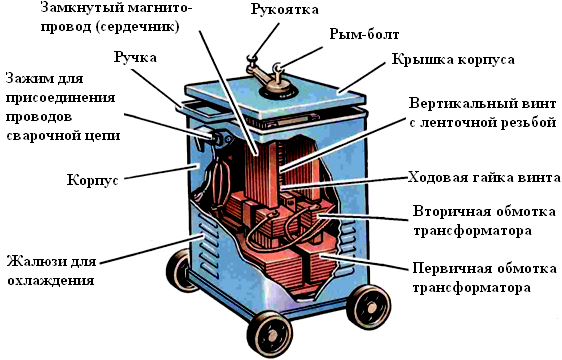
Рисунок 58 - Внешний вид сварочного трансформатора
Сварочные аппараты типа ТСК имеют конденсаторы, которые включены параллельно первичным обмоткам. Они способствуют повышению коэффициента мощности. Трансформатор типа ТД имеет два диапазона сварочных токов: большие токи – при параллельных соединениях (катушек первичной (ОП) и вторичной (ОВ) обмоток, и малые токи – при последовательных соединениях обмоток. При этом небольшая часть первичной обмотки отключается, и этим повышают напряжение холостого хода, что обеспечивает устойчивое зажигание и горение дуги при малых токах. Переключение обмоток производится одновременно пакетным переключателем (ПД). В каждом диапазоне сварочный ток плавно регулируют, изменяя расстояние между катушками первичной и вторичной обмоток.
Работа инверторного сварочного аппарата (рис.59) основана на инверсии - фазовом сдвиге напряжения (отсюда и название «инверторный»), осуществляемое электронным микропроцессором аппарата, с покаскадным увеличением частоты и силы тока на выходе.
Сначала обычный сетевой переменный ток с напряжением 220 вольт и частотой 50 Гц преобразуется в постоянный. Потом, на втором преобразователе, ток снова становиться переменным, но уже с низким напряжением, большой силой тока ивысокой частотой.
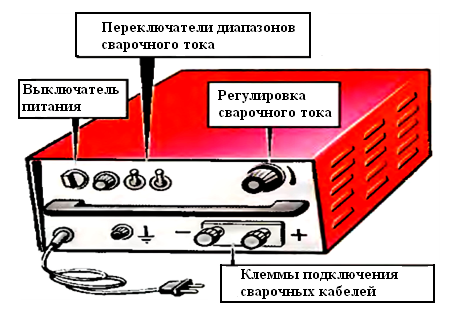
Рисунок 59 - Инверторный источник питания
Сварочные выпрямители – это статические преобразователи энергии трехфазной сети переменного тока в энергию выпрямленного (пульсирующего постоянного) тока (рис.60).
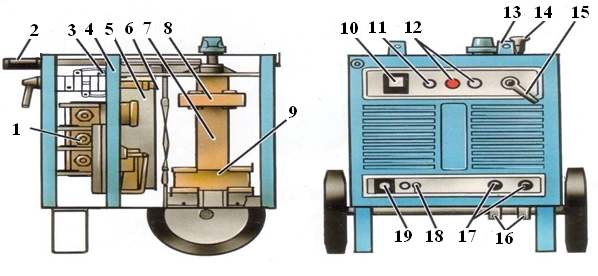
Рисунок 60 - Внешний вид сварочного выпрямителя:
1 – выпрямительный блок; 2 – выдвижные ручки; 3 – предохранители; 4 – блок аппаратуры; 5 – вентилятор; 6 – ветровое реле; 7 – силовой трансформатор; 8 – вторичная обмотка; 9 – первичная обмотка; 10 – амперметр; 11 – лампа; 12 кнопки выключателя; 13 – скобы; 14 – рукоятка регулирования тока; 15 – переключатель диапазона тока; 16 – шины заземления обратного провода; 17 – токовые разъемы; 18 – болт заземления; 19 – штепсельный разъем для подключения к сети
В настоящее время разработаны и выпускаются сварочные выпрямители для ручной или механизированной дуговой сварки под флюсом, сварки в защитных газах и др. Они получили широкое применение благодаря их большим конструктивным и технологическим преимуществам:
- высокий к.п.д. и относительно небольшие потери холостого хода;
- высокие динамические свойства при меньшей электромагнитной индукции;
- отсутствие вращающихся частей и бесшумность в работе;
- равномерность нагрузки фаз;
Сварочные выпрямители состоят из двух основных блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока. Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную его эксплуатацию. Выпрямление тока производится с помощью свойства полупроводниковых элементов (селеновых или кремниевых вентилей) проводить ток только в одном направлении.
Сварочные выпрямители подразделяются на однопостовые с падающими, жесткими, пологопадающими и универсальными характеристиками и многопостовые с жесткими характеристиками.
Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием. У многопостовых сварочных выпрямителей для создания падающей внешней характеристики и регулирования сварочного тока в сварочную цепь каждого поста включают балластный реостат типа РБ (рис. 61).
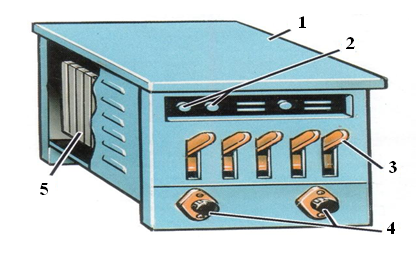
Рисунок 61 - Внешний вид балластного реостата:
1 – корпус; 2 – тумблер диапазонов; 3 – рубильник секций сопротивления; 4 – клеммы сварочного кабеля; 5 – секции нихромовой проволоки или ленты
Выпрямители типа ВД, предназначенные для ручной и механизированной сварки и наплавки, имеют крутопадающую внешнюю характеристику. Регулирование сварочного тока производят ступенчато (два диапазона) и плавно (в пределах каждого диапазона). Переключатель диапазонов сварочного тока расположен на лицевой панели выпрямителя и производит одновременное переключение первичной и вторичной обмоток со «звезды» (диапазон малых токов) на «треугольник» (диапазон больших токов). Переключение производят только после отключения выпрямителя от силовой сети. При переключении со «звезды» на «треугольник» пределы изменения тока увеличиваются примерно в три раза. Плавное регулирование тока в пределах каждого диапазона производится изменением расстояния между катушками первичной и вторичной обмоток. Катушки вторичной обмотки закреплены неподвижно у верхнего ярма, а катушки первичной обмотки с помощью ходового винта перемещаются по стержню сердечника трансформатора. Вращая рукоятку ходового винта по часовой стрелке, сближают катушки обмоток, уменьшают индуктивность рассеяния обмоток и, как следствие, увеличивают сварочный ток.
Сварочные выпрямители с жесткими и пологопадающими внешними характеристиками применяются при сварке плавящимся электродом в углекислом газе, под флюсом, порошковой проволокой. Они различны как конструктивно, так и по электрической схеме.
Сварочные преобразователи (рис. 62) состоят из генератора и электродвигателя или двигателя внутреннего сгорания. Сварочные генераторы обеспечивают падающую внешнюю характеристику и ограничение тока короткого замыкания. Это специальные генераторы постоянного тока, внешняя характеристика которых позволяет получать устойчивое горение дуги, что достигается изменением магнитного потока генератора в зависимости от сварочного тока.
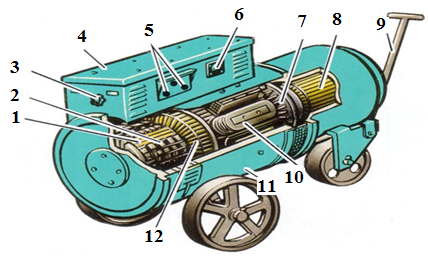
Рисунок 62 - Внешний вид сварочного преобразователя:
1 – медные пластинки коллектора; 2 – щетки генератора; 3 – регулировочный реостат; 4 – распределительное устройство; 5 – зажимы; 6 – вольтметр; 7 – вентилятор; 8 – трехфазный асинхронный двигатель; 9 – тяга; 10 – магнитные полюсы;11 – корпус; 12 – якорь
Сварочный генератор постоянного тока состоит из статора с магнитными полюсами и якоря с обмоткой и коллекторами. При работе генератора якорь вращается в магнитном поле, создаваемом полюсами статора. Обмотка якоря пересекает магнитные линии полюсов генератора, и поэтому в витках обмотки возникает переменный ток, который с помощью коллектора преобразуется в постоянный. Вращение якоря сварочного генератора обеспечивается в сварочных преобразователях электродвигателем, а в сварочных агрегатах – двигателем внутреннего сгорания. К коллектору прижаты угольные щетки, через которые постоянный ток подводится к зажимам. К этим зажимам присоединяют сварочные провода, идущие к электрододержателю и изделию.
Для выполнения сварочных работ при отсутствии электроэнергии (на новостройках, на монтажных работах в полевых условиях, при сварке газопроводов, нефтепроводов и других работах) применяют подвижные сварочные агрегаты (рис.63), состоящие из сварочного генератора и двигателя внутреннего сгорания.
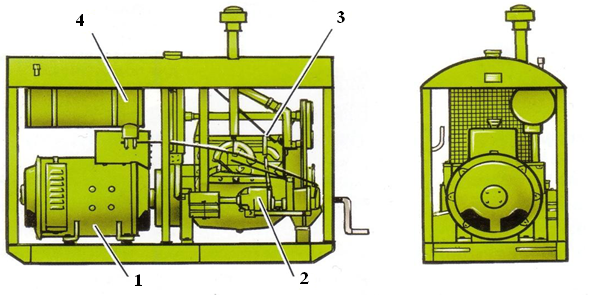
Рисунок 63 - Внешний вид сварочного агрегата:
1 – генератор; 2 – двигатель; 3 – регулятор скорости вращения; 4 – бак с горючим
| <== предыдущая страница | | | следующая страница ==> |
| ЭЛЕКТРИЧЕСКАЯ СВАРОЧНАЯ ДУГА | | | ЭЛЕКТРОДЫ ДЛЯ СВАРКИ |
Дата добавления: 2014-09-29; просмотров: 1118; Нарушение авторских прав

Мы поможем в написании ваших работ!