Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
ЭЛЕКТРОДЫ ДЛЯ СВАРКИ
|
Читайте также: |
Электроды для ручной дуговой сварки представляют собой стержни длиной до 450 мм, изготовленные из сварочной проволоки, на поверхность которых наносится слой покрытия различной толщины и состава. Один из концов электрода на длине 20…30 мм освобожден от покрытия для зажатия его в электрододержателе с целью обеспечения электрического контакта. Торец другого конца очищают от покрытия для возможности возбуждения дуги контактным методом. Допускается нанесение специального ионизирующего состава (слой графита) для облегчения первоначального поджога дуги. Исполнительные размеры электродов приведены в табл. 7.
Таблица 7 - Исполнительные размеры электродов, мм
| Диаметр электрода, определяемый диаметром стержня | Длина электрода со стержнем из сварочной проволоки | |
| углеродистой или легированной | высоколегированной | |
| 1,6; 2,0 | 200 или 250 | 225 или 250 |
| 2,5; 3,0 | ||
| 4,0 | 400 или 450 | |
| 5,0; 6,0; 8,0; 10,0; 12,0 | 350 или 450 |
Важным этапом при разработке технологии ручной электродуговой сварки является выбор типа и марки электрода.
Тип электрода обозначается буквой Э и цифрой (табл.8), показывающей гарантируемый предел прочности металла шва (временное сопротивление σв). Буква А в обозначении указывает, что металл шва, наплавленный этим электродом, имеет повышенные пластические свойства. Такие электроды применяют при сварке наиболее ответственных швов.
Таблица 8 - Классификация электродов по назначению
| Тип электрода | Назначение | Обозначение |
| Э38,Э42,Э42А,Э46,Э46А, Э50А,Э55,Э60 (9 типов) | Сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 Мпа | У |
| Э70,Э85,Э100,Э125,Э150 (5типов) | Сварка углеродистых и низколегированных сталей с временным сопротивлением разрыву свыше 600 Мпа | Л |
| Э09М,Э09МХ и др. (9типов) | Сварка легированных теплоустойчивых сталей | Т |
| Э12Х13,Э11Г3,Э16Г2ХМ (49 типов) | Сварка высоколегированных сталей с особыми свойствами | В |
| Э10Г2,Э11Г3,Э16Г2ХМ и др. (44 типов) | Наплавка поверхностных слоев с особыми свойствами | Н |
Для сварки углеродистых и низколегированных конструкционных сталей предусмотрено девять типов электродов (Э38, Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60); для сварки легированных и конструкционных сталей повышенной и высокой прочности – пять типов (Э70, Э85, Э100, Э125, Э150).
В обозначение типов электродов для сварки легированных теплоустойчивых сталей входит марочный состав наплавленного металла (Э-09М, Э-09МХ, Э-05Х2М, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10Х5МФ и др.). Первый индекс из двузначного числа соответствует среднему содержанию углерода в наплавленном металле в сотых долях процента. Порядок расположения буквенных обозначений химических элементов определяется уменьшением среднего содержания соответствующих элементов в наплавленном металле. Химические элементы, содержащиеся в наплавленном металле, обозначают следующими буквами: Б – ниобий, В – вольфрам, Г – марганец, Д – медь, М – молибден, Н – никель, С – кремний, Т – титан, Ф – ванадий, X –хром, Ю – алюминий.
Каждому типу электрода соответствует несколько марок, на каждую из которых разработаны технические условия. Марка электрода − это его промышленное обозначение, характеризующее стержень и покрытие. Электродные по толщине покрытия ( табл.9) делят на три группы: тонкие (стабилизирующие). средние и толстые (качественные).
Назначение тонкого покрытия − облегчить возбуждение дуги и стабилизировать ее горение. Оно не создает защиты для расплавленного металла шва, и поэтому при сварке происходит его окисление и азотирование. Шов получается хрупким, пористым, с различными неметаллическими включениями. Поэтому электроды с тонким покрытием используют при выполнении неответственных сварных швов.
Сварные соединения высокого качества выполняют электродами с толстым покрытием.
Таблица 9 - Классификация электродов по толщине покрытия
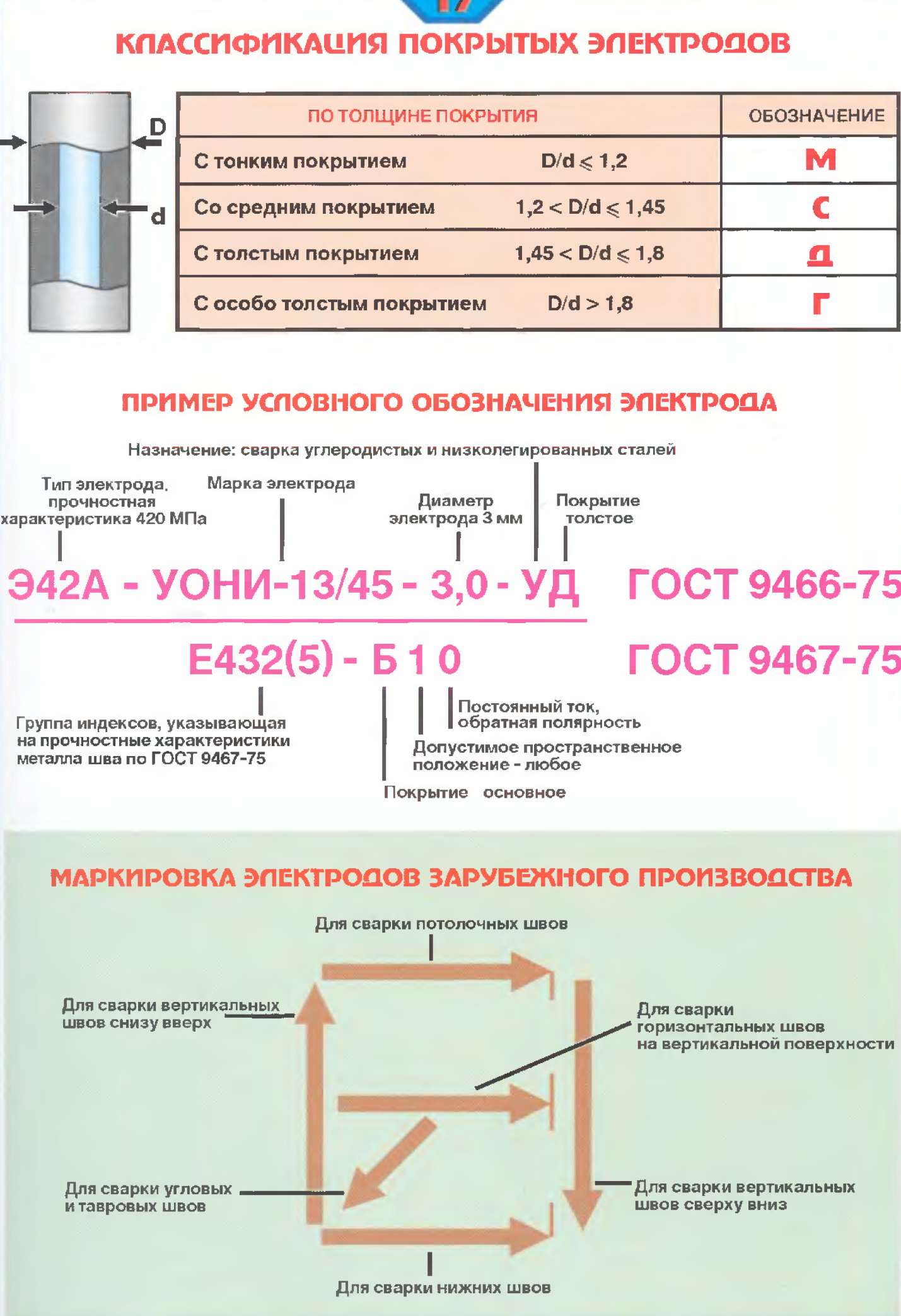
| Толщина покрытия | Обозначение |
| С тонким покрытием D/d ≤ 1,2 | М | |
| Со средним покрытием 1,2 < D/d ≤ 1,45 | С | |
| С толстым покрытием 1,45 < D/d ≤ 1,8 | Д | |
| С особо толстым покрытием D/d > 1,8 | Г |
Электродные покрытия (обмазки) состоят из ионизирующих, шлакообразующих, газообразующих, раскисляющих, легирующих и связующих компонентов.
1. Ионизирующие вещества предназначены для снижения эффективного потенциала ионизации, что обеспечивает стабильное горение дуги. В качестве ионизирующих компонентов в покрытия вводят такие вещества, как мел, мрамор, поташ, полевой шпат и др.
2. Газообразующие вещества, которые при сварке разлагаются или сгорают, выделяя большое количество газов, создающих в зоне дуги газовую оболочку. Благодаря этой оболочке металл шва предохраняется от воздействия атмосферного кислорода и азота. Такими газообразующими веществами являются крахмал, древесная мука, целлюлоза и др.
3. Раскисляющие вещества, которые обладают большим сродством с кислородом и поэтому восстанавливают металл шва. Раскислителями служат ферросплавы, алюминий, графит и др.
4. Шлакообразующие вещества создают шлаковую защиту расплавленного металла шва, а также капель электродного металла, проходящих через дуговой промежуток. Кроме того, шлаки активно участвуют в металлургических процессах при сварке и способствуют получению качественного шва. В качестве шлакообразующих веществ применяют полевой шпат (K2O×Al2O3×6SiO2), кварц (SiO2), мрамор, рутил, марганцевую руду и др.
5. Легирующие вещества, которые в процессе сварки переходят из покрытия в металл шва и легируют его для придания тех или иных физико-механических качеств. Хорошими легирующими веществами являются ферромарганец, ферросилиций, феррохром, ферротитан. Реже применяют различные оксиды металлов (меди, хрома и др.).
6. Связующие вещества предназначены для связки всех компонентов покрытия в виде пасты, а также для связывания пасты на сердечнике электрода и придания определенной прочности после высыхания покрытия. Таким веществом является жидкое стекло. Реже применяется декстрин.
Качественное покрытие обеспечивает устойчивое горение дуги; защищает расплавленный металл шва от воздействия кислорода и азота воздуха; раскисляет образующиеся в металле шва оксиды и удаляет невосстанавливаемые оксиды в шлак, легирует наплавляемый металл, удаляет серу и фосфор из расплавленного металла шва; образует шлаковую корку над металлом шва, замедляет его охлаждение и тем самым способствует выходу газов и неметаллических включений на поверхность металла шва.
По виду покрытия электроды подразделяются на следующие: А − с кислым покрытием, Б − с основным покрытием, Р − с рутиловым покрытием, Ц − с целлюлозным покрытием, смешанного типа (табл.10).
Кислые покрытия (А) содержат руды в виде оксидов железа и марганца, при плавлении они выделяют кислород, способный окислить металл ванны и легирующие примеси. Для ослабления действия кислорода в покрытие вводят раскислители в виде ферросплавов.
Кислые покрытия имеют хорошие сварочно-технические свойства, высокопроизводительны, позволяют сваривать металл с окисленными кромками и окалиной и получать плотные швы. Однако наплавленный металл имеет относительно малую ударную вязкость и пластичность и пониженное содержание легирующих элементов, к тому же эти электроды токсичны. К этому виду относятся покрытия ОММ-5, ЦМ-7, ЦМ-8 и др.
Таблица 10 - Классификация электродов по виду покрытия
| Вид покрытия | Назначение | Обозначение |
| Кислые | Сварка во всех пространственных положениях постоянным и переменным током. Не рекомендуется для сталей с повышенным содержанием серы и углерода. Недостаток: возможны трещины в швах, сильное разбрызгивание | А |
| Рутиловые | Сварка во всех пространственных положениях постоянным и переменным током. | Р |
| Основные | Сварка постоянным током обратной полярности во всех пространственных положениях металла большой толщины. | Б |
| Целлюлозные | Сварка во всех пространственных положениях постоянным и переменным током. Не допускают перегрева. Большие потери на разбрызгивание | Ц |
| Смешанного типа | Сварка конструкций и трубопроводов во всех положениях шва, кроме потолочного. | РЦЖ* |
* с железным порошком
В рутиловых покрытиях (Р) основным компонентом является рутил TiO2. Благодаря высоким сварочно-технологическим свойствам, механическим свойствам металла шва и благоприятным санитарно-гигиеническим характеристикам электроды с рутиловым покрытием нашли широкое применение, в том числе и взамен электродов с кислым покрытием. К рутиловым относятся покрытия ЦМ-9, МР-3, АНО-3, АНО-5, ОЗС-3 и др.
Основные покрытия (Б) составлены на основе плавикового шпата CaF2 и мрамора. Эти электродные покрытия дают высокое качество металла шва и применяются для сварки ответственных швов. Так как основные электродные покрытия адсорбируют влагу при хранении, перед применением их нужно прокаливать. Кромки свариваемых изделий необходимо тщательно очищать от окалины и загрязнений, иначе в сварном шве будут поры. Широко используются электроды марок УОНИ-13/45, УОНИ-13/55, СМ-11, АНО-7, АНО-8 и др.
Целлюлозные покрытия (Ц) содержат большое количество органических составляющих, разлагающихся в процессе плавления и обеспечивающих газовую защиту расплавленного металла. Эти покрытия придают хорошее качество сварному шву при соблюдении теплового режима. Их недостаток − большие потери от разбрызгивания. К этой группе покрытий относятся ОМА-2, ЦЦ-1, ВСЦ-4 и др.
Электроды характеризуют по свойствам наплавленного ими металла, к которым относятся: прочность, пластичность, удлинение, ударная вязкость, твердость, коррозионная стойкость, стойкость против старения, – а при наплавочных работах и износостойкость.
Наряду с качеством металла шва, полученного при сварке данным электродом, важное значение имеют и его технологические свойства. К основным технологическим свойствам электрода относят его производительность, пригодность для сварки в различных пространственных положениях, стабильность горения дуги при постоянном и переменном токе, допустимую максимальную и минимальную длину дуги, форму шва, коэффициенты наплавки, расплавления и потерь.
Стандартное условное обозначение покрытых электродов для дуговой сварки представляет собой дробь (рис.64). Где в числителе записаны: тип, марка, диаметр, назначение, толщина покрытия, группа по качеству изготовления. В знаменателе дроби: индексы характеристик металла шва, вид покрытия, допустимое пространственное положение шва, род тока, полярность.
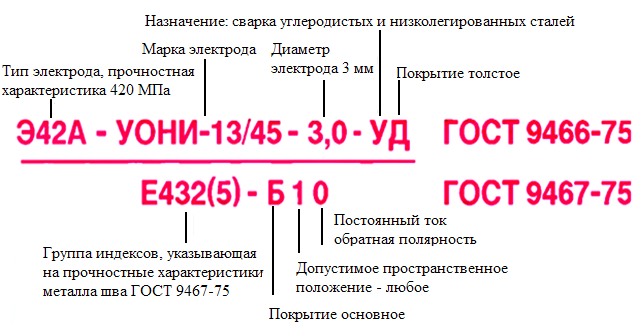
Рисунок 64 - Условное обозначение электродов для сварки
| <== предыдущая страница | | | следующая страница ==> |
| ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ | | | ВЫБОР РЕЖИМА РУЧНОЙ ДУГОВОЙ СВАРКИ |
Дата добавления: 2014-09-29; просмотров: 835; Нарушение авторских прав

Мы поможем в написании ваших работ!