Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
ТЕХНОЛОГИЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ
Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, или сварного соединения, положения шва в пространстве и др.
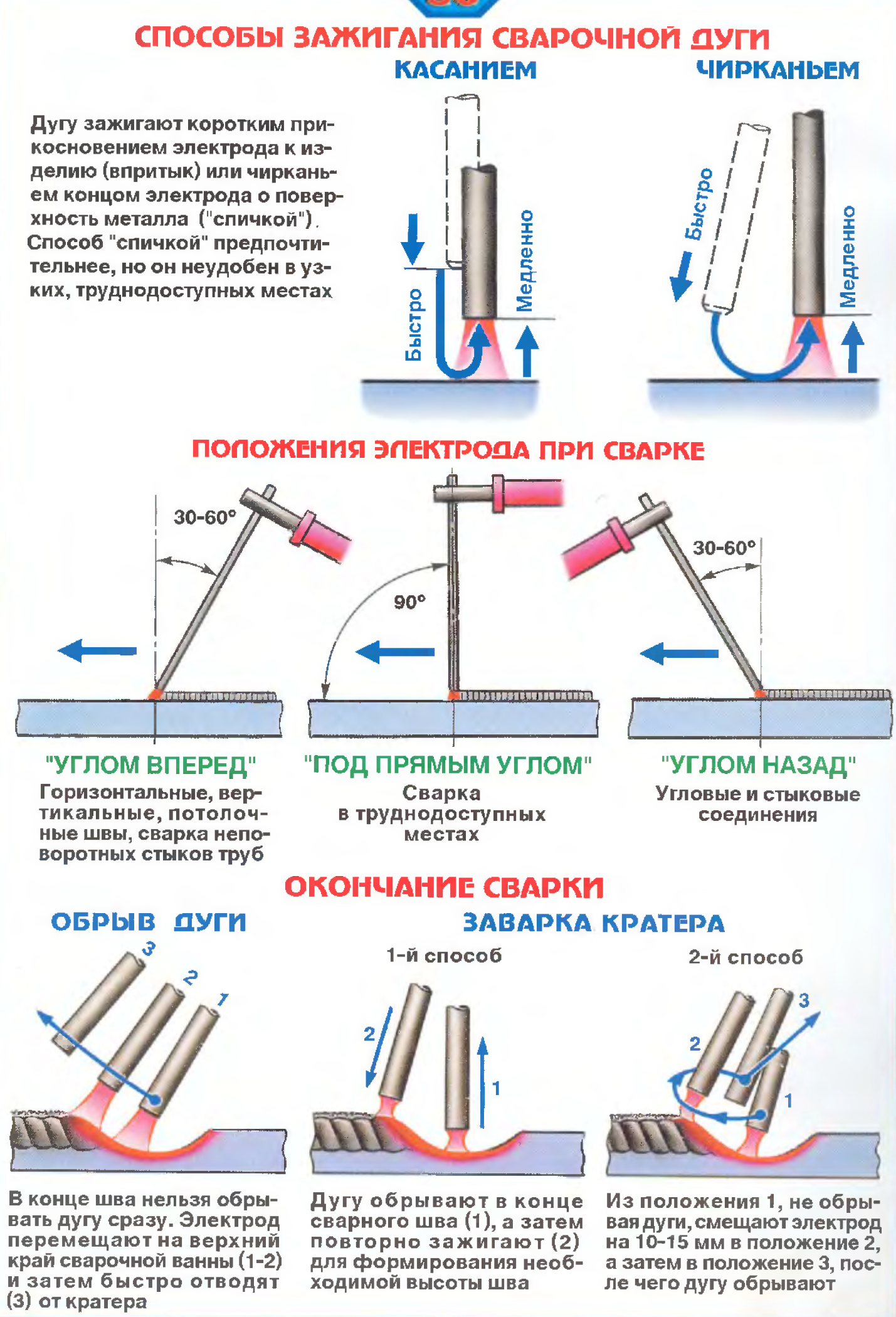
Зажигание производится двумя способами: касанием и чирканьем (рис. 73). При первом способе электрод проводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводят вверх на расстояние 2…5 мм.
а б
Рисунок 73 - Схемы зажигания сварочной дуги:
а – касанием электрода в точке; б – чирканьем концом электрода о поверхность металла
Второй способ напоминает процесс зажигания спички. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приваривается к изделию, т.е. «примерзает». Отрывать «примерзший» электрод следует резким поворачиванием его вправо и влево. При обрыве дуги повторное зажигание ее осуществляется впереди кратера на основном металле с возвратом к наплавленному металлу для вывода на поверхность загрязнений, скопившихся в кратере. Применение того или иного способа зажигания дуги зависит от условий сварки и от навыков сварщика.
Электрод перемещают в трех основных направлениях: 1- по направлению оси электрода в зону дуги; 2 -– вдоль линии свариваемого шва; 3 - поперёк линии свариваемого шва (рис.74).
Скорость движения в зону дуги должна соответствовать скорости плавления электрода, чтобы сохранить постоянство длины дуги. Скорость перемещения вдоль линии свариваемого шва не должна быть большой, так как металл электрода не успеет сплавиться с основным металлом (непровар). При малой скорости перемещения возможны перегрев и пережог металла. Шов получается широкий и толстый. Производительность сварки оказывается низкой. Поперечные колебательные движения применяют для получения валика шириной 4-х диаметров электрода. Поперечные движения замедляют остывание наплавляемого металла, облегчают выход газов и шлаков и способствуют наилучшему сплавлению основного и электродного металлов и получению высококачественного шва.
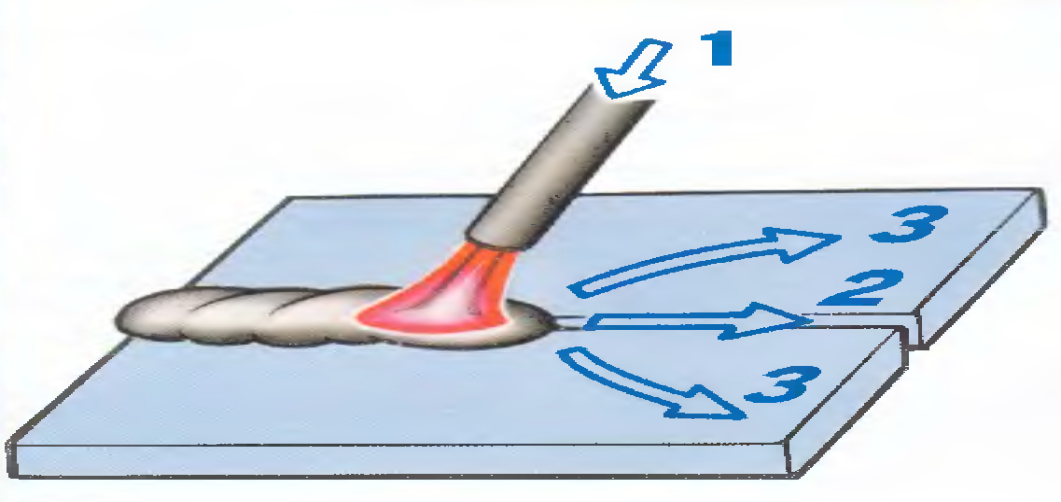
Рисунок 74 - Перемещение электрода при сварке:
1 – по направлению оси электрода (поступательное); 2 – вдоль лини свариваемого шва (прямолинейное); 3 – поперёк линии свариваемого шва (колебательные).
Положение электрода зависит от положения шва в пространстве. Различают следующие положения швов (рис. 75): 1 – нижние, 2 – вертикальные и горизонтальные на вертикальной плоскости, 3 – потолочные.
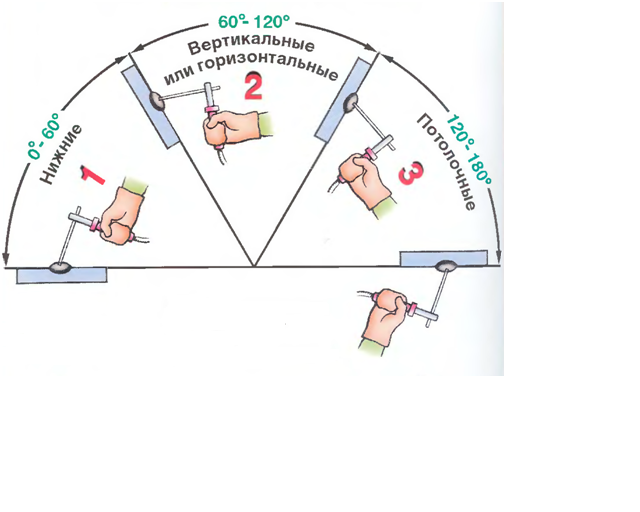
Рисунок 75 - Расположение сварного шва в пространстве:
1 – нижние; 2 – вертикальные или горизонтальные; 3 – потолочные.
При сварке в нижнем положении электрод имеет наклон от вертикали в сторону направления сварки. Перемещение электрода при сварке может осуществляться способами «к себе» и «от себя». Сварку в нижнем положении выполнять удобнее и легче наблюдать за процессом.
Сварку вертикальных швов можно выполнять сверху вниз и снизу вверх (рис.76). Снизу вверх наиболее удобный, распространенный и производительный способ. Сверху вниз рекомендуется в основном для сварки тонких (до 5 мм) листов.
а б
Рисунок 76 - Схема сварки вертикальных швов: а – снизу вверх; б – сверху вниз.
При сварке в вертикальном положении металл в сварочную ванну переносится перпендикулярно силе тяжести. Чтобы металл не вытекал из ванны, нужно поддерживать короткую дугу. При этом диаметр электродов должен быть не более 4-5 мм, а ток на 15…20% меньше, чем при сварке в нижнем положении.
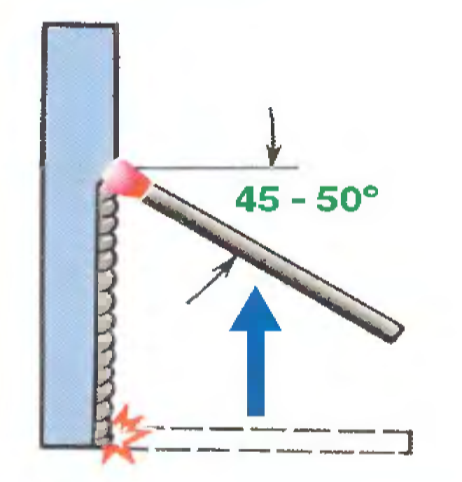
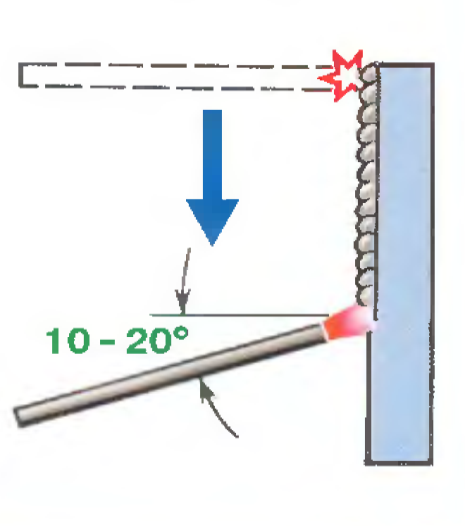
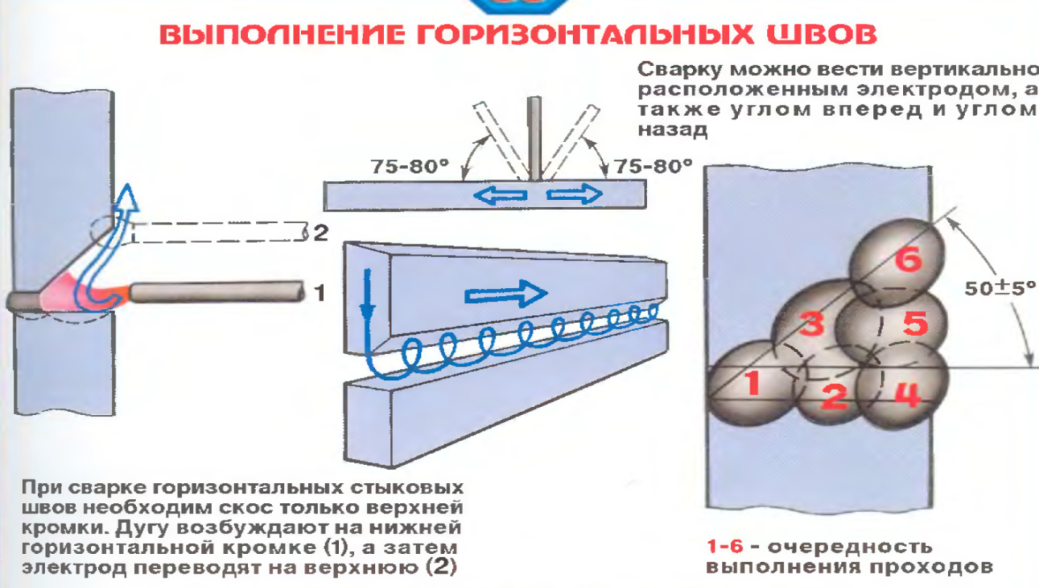
Горизонтальные швы сваривать труднее, чем вертикальные, поэтому их выполняют сварщики более высокой квалификации. Чтобы расплавленный металл не мог стечь, кромки на нижнем листе не скашивают, а сварку начинают на кромке нижнего листа, затем проваривают корень шва и дугу переносят на кромку верхнего листа (рис.77).

а б
Рисунок 77 - Сварка горизонтального шва:
а - положение электрода(1-2); б – перемещение электрода при сварке.
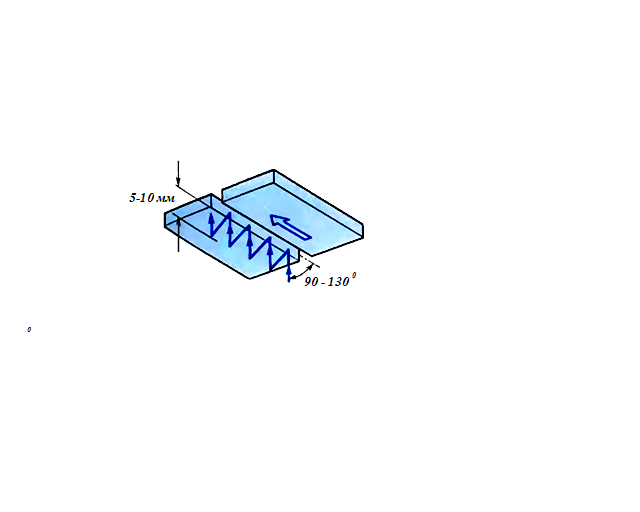
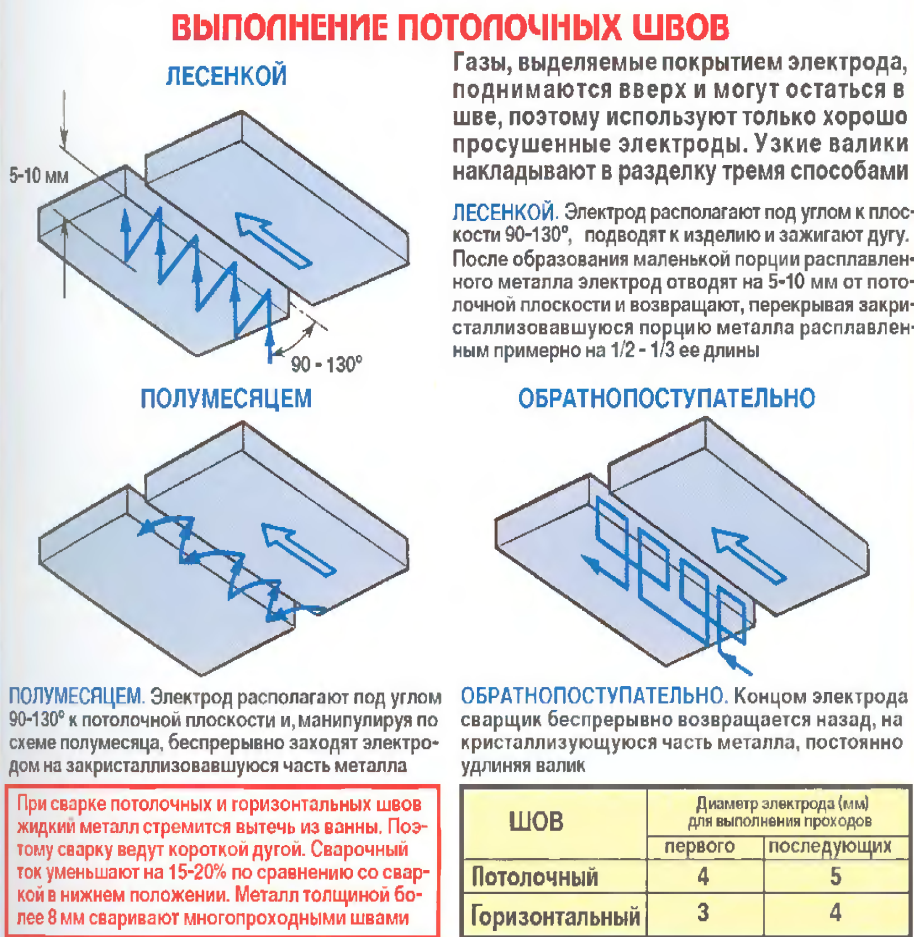
По технике выполнения сварка потолочных швов (рис.78) наиболее трудная. В данном случае сила тяжести препятствует переносу капель металла электрода в сварочную ванну, и они стремятся стечь вниз. Преодолеть силу тяжести и удержать расплавленный металл от вытекания можно при небольшом объеме сварочной ванны. Для этого сварку осуществляют электродами диаметром не более 4 мм при силе тока на 20…25% меньше, чем при сварке в нижнем положении короткой дугой и узкими валиками.

а б в
Рисунок 78 - Сварка потолочных швов:
а - лесенкой; б - полумесяцем; в – обратнопоступательно.
Потолочные швы выполняют лесенкой; полумесяцем и обратнопоступательно. При сварке лесенкой электрод располагают под углом к плоскости 90-130, подводят к изделию и зажигают дугу. После образования небольшого количества расплавленного металла электрод отводят на 5-10 мм от потолочной плоскости и возвращают, перекрывая закристаллизовавшуюся часть металла заваренного шва. Полумесяцем электрод располагают под углом 90-130 к потолочной плоскости и, манипулируя по схеме полумесяца, беспрерывно заходят электродом на закристаллизовавшуюся часть металла. При сварке обратнопоступательно концом электрода сварщик беспрерывно возвращается назад, на кристаллизующуюся часть металла, постоянно удлиняя валик.
При отсутствии поперечных колебательных продолжений конца электрода, ширина валика равна (0,8…1,5)∙dэ электрода. Такие швы называют узкими, или ниточными. Их применяют при сварке тонкого металла и при наложении первого слоя в многослойном шве. Получение средних швов или валиков, ширина которых обычно не более (2…4)∙dэ, возможно за счёт колебательных движений конца электрода. Основные варианты колебательных движений конца электрода показаны на рис. 79.
Движения, не способствующие усиленному прогреву свариваемых кромок, показаны на рис. 79, а-в; способствующие усиленному прогреву обеих свариваемых кромок на рис. 79, г-д; движение, способствующее прогреву корня шва на рис. 78, е.
В зависимости от длины различают сварные швы: короткие (250…300 мм), средние (350…1000 мм), длинные (более 1000 мм).
а б в
г д е
Рисунок 79 - Основные виды траекторий поперечных движений рабочего конца электрода: а – зигзагообразные; б – полумесяцем вперед; в – полумесяцем назад; г- петлеобразные; д –треугольником; е – по спирали
Порядок выполнения швов в зависимости от его длины показан на рис. 80. Короткие швы сваривают на проход, т.е. при неизменном направлении сварки, от одного конца шва к другому (рис. 80,а); Швы средней длины – от середины соединения к концам (рис. 80,б); длинные швы - обратноступенчатой сваркой, при которой сварной шов выполняется следующими один за другой участками в направлении, обратном приращению шва (рис. 81,в).
Рисунок 80 - Выполнение шва в зависимости от его длины: а – на проход; б – от середины к краям; в – обратноступенчатым способом
В зависимости от размера сечения швы выполняют однослойными и многослойными; они изображены на рис. 81.
Однослойная сварка производительна и экономична, но металл шва недостаточно пластичен вследствие грубой столбчатой структуры металла шва и увеличенной зоны перегрева. В случае многослойной сварки каждый нижележащий валик проходит термообработку при наложении последующего валика, что позволяет получить мелкозернистую структуру металла шва и соответственно повышенные механические свойства шва и сварного соединения.
а б
Рисунок 81 - Схема сварного шва: а – однослойный; б – многослойный
Расположение слоёв 1…8 (рис. 81) при многослойной сварке бывает трёх видов: последовательное наложение каждого слоя по всей длине шва; наложение «каскадным» способом; наложение способом «горки». Оба последних способа применяют при сварке металла значительной толщины (20…25 мм). При выполнении многослойных швов особое внимание следует уделять качественному выполнению первого слоя в корне шва. Провар корня шва определяет прочность всего многослойного шва.
| <== предыдущая страница | | | следующая страница ==> |
| ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ | | | СВАРОЧНЫЙ ПОСТ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ |
Дата добавления: 2014-09-29; просмотров: 1556; Нарушение авторских прав

Мы поможем в написании ваших работ!