Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Оборудование для ковки
Машинная ковка проводится на ковочных молотах и ковочных гидравлических прессах.
На молотах пластическая деформация металла заготовки совершается за тысячные доли секунды, так как молоты — машины динамического действия. Металл деформируется за счет энергии, накопленной падающими частями молота. Молоты подразделяются на пневматические и паровоздушные.
На пневматических ковочных молотах (рис. 15.2) производят мелкие поковки (до 20кг).
Пневматические молоты имеют массу падающих частей от 50 до 1000кг. Паровоздушные ковочные молоты, предназначенные для изготовления поковок средней массы (от 20 до 350 кг) из прокатанных заготовок, в качестве энергоносителя используют сжатый пар или сжатый воздух давлением 0,7...0,9МПа. Молоты по конструкции станины подразделяются на мостовые, одностоечные -12 и арочные. Паровоздушные молоты имеют массу падающих частей от 1000 до 8000 кг.
На ковочных гидравлических прессах — машинах статического действия, где деформирование заготовки может продолжаться десятки секунд, — перерабатывают крупные заготовки, в основном слитки. Прессы развивают усилия от 5 до 100 МП.
Для ковки могут применяться также молоты механические, газовые и высокоскоростные.
Механизация и автоматизация малопроизводительного процесса свободной ковки имеет большое значение. При ковке широко применяются механизмы и устройства, снижающие трудоемкость вспомогательных операций: мостовые краны, ковочные поворотные краны, лебедки, подвесные клещи, электротележки с поворотными столами, электрические кантователи, посадочные машины, манипуляторы и др.
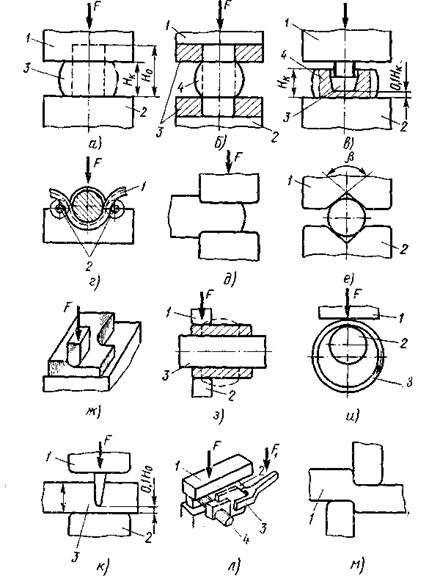
Рисунок 1 - Схемы основных операций свободной ковки
Посадочные машины относят к специальным манипуляторам, управляемым оператором. Применяют их в комплексах «нагревательная печь — ковочная машина» для загрузки и разгрузки заготовок, а также для транспортирования и установки их в рабочую зону оборудования.
С целью повышения точности поковок разработана эффективная система контроля качества продукции. Применяют также устройства (датчики с радиоактивными изотопами, фотоэлементы и др.), которые в соответствии с размерами поковки фиксируют положение инструмента в конечной стадии ковки.
Технологический процесс ковки включает разработку чертежа поковки, проводимую по чертежу готовой детали с учетом припусков, допусков и напусков, назначаемых по ГОСТу. Припуск — поверхностный слой металла поковки, который удаляется последующей механической обработкой для получения заданных размеров и качества поверхности готовой детали. Технологический напуск — объем металла, который добавляется к поковке сверх припуска ввиду невозможности или нерентабельности изготовления поковки по контуру детали. Напуск, как и припуск, снимается механической обработкой. Значения припусков и допусков определяются по специальным ГОСТам в зависимости от размеров и конфигурации поковок, типа стальной заготовки, вида операции свободной ковки, выбираемого оборудования для обработки давлением.
Последовательность операций ковки рассматривается для каждой поковки индивидуально.
Выбор теплового режима нагрева заготовок и охлаждения поковок, а также операций термической обработки во многом определяет качество продукции ковки. Выбор кузнечного оборудования необходимой мощности и габаритов, а также средств автоматизации и механизации проводят, исходя из режима ковки металла или сплава, массы поковки и ее конфигурации.
Осуществляется нормирование технологического процесса.
Исходными заготовками для крупных поковок являются слитки различной формы массой до 320 т. Поковки средней и малой массы производят в основном из горячекатаного квадратного прутка со стороной квадрата от 40 до 250 мм и квадратной обжатой болванки (блюмы) — со стороной от 140 до 450 мм.
Изделия, получаемые в результате свободной ковки, регламентируются ГОСТами. Сталь кованая круглая и квадратная поставляется с размерами (диаметр круга или сторона квадрата) от 40 до 200 мм и длиной прутков от 0,75 до 1,5 м. Сталь кованая полосовая имеет размеры сечений 5X12...80X300 мм и длины от 1,5 до 6,0 м.
| <== предыдущая страница | | | следующая страница ==> |
| Ковка. Операции свободной ковки | | | Сущность процесса горячей объемной штамповки |
Дата добавления: 2014-10-08; просмотров: 368; Нарушение авторских прав

Мы поможем в написании ваших работ!