Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Характеристика детали и условий её работы
Поршневой палец служит для шарнирного соединения поршня с шатуном и является осью, относительно которой шатун совершает колебательное движение.
Поршневой палец работает в условиях знакопеременной нагрузки при четырехтактном процессе и в условиях близких к пульсирующей нагрузке в случае двухтактного процесса. Кроме того, поршневой палец испытывает тепловую нагрузку вследствие передачи теплоты от головки поршня, выделения теплоты при трении поршневого пальца о головку шатуна и бобышки поршня. В результате этого создаются неблагоприятные условия для осуществления жидкостного трения. Из-за наличия полужидкостного трения поршневой палец и сопряженные с ним поверхности бобышек поршня и верхней головки шатуна сильно изнашиваются.
Для обеспечения нормальных условий работы поршневого пальца его конструкция должна удовлетворять следующим требованиям: малая масса, минимальная деформация при работе, хорошая сопротивляемость ударной нагрузке, высокая износостойкость и прочность при переменной нагрузке.
Поршневой палец делают цилиндрической формы с отверстием внутри.
Конструкция поршневого пальца в основном зависит от типа сопряжения поршневого пальца с бобышками поршня и верхней головки шатуна. По указанному признаку различают поршневые пальцы: 1) закрепленные в бобышках поршня и вращающиеся в головке шатуна; 2) закрепленные в головке шатуна и вращающиеся в бобышках поршня и 3) свободно вращающиеся как в головке шатуна, так и в бобышках поршня — плавающие пальцы.
В первом случае поршневой палец стопорится болтами, для которых в бобышках поршня имеются отверстия с резьбой, а на поверхности самого пальца — отверстия для его стопорения. Недостатком такого крепления являются: выкрашивание резьбы стопорного болта, увеличение брака при термической обработке поршневого пальца из-за наличия в нем углубления, прогиба поршневого пальца из-за увеличения длины поверхности соприкосновения поршневого пальца с головкой шатуна (для уменьшения износа рабочих поверхностей). Поэтому этот тип крепления не применяется.
Во втором случае крепления поршневого пальца значительно сокращается длина головки шатуна, что ведет к уменьшению массы шатуна и расчетной длины поршневого пальца, а следовательно, и его прогиба. Этот способ крепления поршневого пальца целесообразно применять при чугунных поршнях. Если поршень пальца изготовлен из сплава, имеющего высокий коэффициент расширения, то вследствие того, что поршневой палец должен поворачиваться в бобышках даже холодного поршня, зазор в сопряжении поршневой палец — поршень при повышении температуры получается увеличенным.
Преимущественное распространение получили поршневые пальцы плавающего типа, так как они незначительно и равномерно изнашиваются по длине и по окружности и удобны при монтаже. Кроме того, в случае их применения уменьшается опасность заедания пальца.
Для предотвращения осевого перемещения поршневого пальца плавающего типа применяют различные способы фиксации. При фиксации поршневого пальца одним кольцом ослабляется его опасное сечение, поэтому предпочтительнее крепление поршневого пальца двумя кольцами в бобышках поршня. В ряде двигателей в отверстия бобышек поршня устанавливаются заглушки 1 из листовой стали и пружинящие кольца 2. В некоторых случаях фиксация поршневого пальца осуществляется пробками из алюминия или латуни, при этом несколько повышается жесткость кольца и улучшается отвод теплоты.
Конструктивные формы поршневых пальцев весьма разнообразны. Наиболее простыми являются поршневые пальцы трубчатой формы. Поршневые пальцы с коническими внутренними поверхностями имеют форму бруса равного сопротивления изгибу, вследствие чего уменьшается масса поршневого пальца.
Для смазки поршневого пальца в бобышках поршня масло подводится по каналу из-под маслосъемных поршневых колец через отверстия в бобышках поршня. Смазка поршневого пальца в головке шатуна осуществляется маслом, разбрызгиваемым кривошипно-шатунным механизмом и подаваемым к поршневому пальцу через отверстия в головке шатуна, или маслом, поступающим по каналу в шатуне от шатунной шейки коленчатого вала.
Чтобы удовлетворить этим жестким требованиям, поршневые пальцы изготовляют в виде полого цилиндра с небольшой толщиной стенок одинакового или переменного (при необходимости) сечения по оси (рис. 1) и подвергают их соответствующей термической обработке.
Поршневой палец должен быть прочным, легким и износостойким, так как во время работы подвергается трению и большим механическим нагрузкам, переменным по величине и направлению. Пальцы изготовляют из высококачественной стали в виде пустотелых трубок. Для повышения надежности наружную поверхность пальца цементируют или закаливают, а затем шлифуют и полируют. Материалом для поршневых пальцев служат углеродистые стали марок 15, 20 или 45, а в особенно напряженных двигателях применяют хромистые - 20Х, 40Х, 12ХНЗА и другие легированные стали.
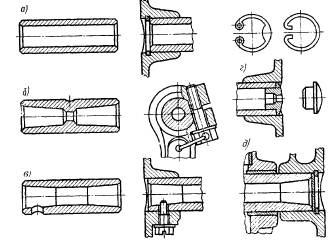
Рисунок 1 - Поршневые пальцы
Пальцы, изготовленные из малоуглеродистых сталей, содержащих до 0,2% углерода, цементируют, т. е. науглероживают поверхностный их слой, и подвергают закаливанию. Пальцы из среднеуглеродистых сталей закаливают, нагревая их поверхностный слой токами высокой частоты. Толщина закаленного слоя составляет 1…1,5 мм, а твердость HRC 55…62.
После такой термической обработки материал пальца с внутренней стороны стенок сохраняет свои вязкие свойства и хорошо сопротивляется ударным нагрузкам, а наружный закаленный слой их приобретает повышенную износостойкость. Пальцы тщательно шлифуют и полируют, с тем, чтобы на рабочей поверхности не оставалось каких-либо рисок или следов обработки, вызывающих концентрацию опасных для прочности местных напряжений.
Чтобы в процессе работы поршневые пальцы не выходили из отверстий бобышек и не могли повредить зеркало цилиндра, их фиксируют в строго заданном положении относительно шатуна или поршня.
В бобышках поршня палец укреплен стопорными кольцами, удерживающими его от осевого смещения. Такой палец называют плавающим, так как он при работе двигателя может повертываться в верхней головке шатуна и бобышках поршня. Плавающие поршневые пальцы равномернее изнашиваются и поэтому долговечнее.
У работающего двигателя поршень из алюминиевого сплава расширяется больше, чем стальной палец, поэтому возможен его стук в бобышках поршня. Для устранения этого явления поршень перед сборкой с шатуном нагревают до 70-80°С, а затем в поршень и шатун вставляют палец. Когда поршень остынет, палец в бобышках окажется закрепленным неподвижно, а верхняя головка шатуна будет иметь угловое смещение относительно неподвижного пальца.
| <== предыдущая страница | | | следующая страница ==> |
| Характеристика авторемонтных предприятий | | | Выбор способов восстановления детали |
Дата добавления: 2014-11-01; просмотров: 341; Нарушение авторских прав

Мы поможем в написании ваших работ!