Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Установка заготовок на центровые гнезда и конические фаски
Такое базирование применяется при обработке деталей класса валов и гильз. В качестве установочных элементов используются центры с углом 60°.
В зависимости от конструктивных особенностей различают следующие центра:
- жесткий;
- вращающийся;
- срезанный (грибковый);
- плавающий;
- рифленый;
- с узкими ленточками.
Жесткий центр наиболее распространен при обработке на токарных и, особенно, на круглошлифовальных станках.
Вращающиеся центры используют для поддержания заготовки, и устанавливаются в заднюю бабку станка. Они обеспечивают сохранность центровых отверстий у заготовки. Срезанный (грибковый) центр применяется при обработке деталей класса гильза - цилиндр.
Плавающий центр. При установке на жесткий центр погрешность базирования для осевых размеров зависит от точности выполнения центровых гнезд заготовки. Если глубина гнезда оговорена допуском, то погрешность базирования для размера от левого (от передней бабки) торца до любого уступа, подрезаемого на станке, равна этому допуску.
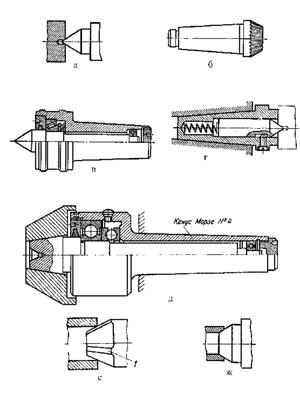
Рис. 8. Токарные центры: а - жесткий, б - рифленый срезанный, в - вращающийся, г - плавающий, д – срезанный (грибковый) вращающийся, е - специальный с тремя ленточками, ж - срезанный
Для точной установки по длине применяют плавающий передний центр. Переменная глубина центрового отверстия не влияет при этом на осевое положение заготовки. При упоре последней в торец промежуточной втулки совмещаются технологическая и измерительная базы, т.е. погрешность базирования будет равна нулю.
Рифленый и специальный с узкими ленточками центра используют для передачи крутящего момента заготовке от вдавливания рифлений (ленточек) в поверхность конической фаски при приложении к центру осевой силы. Этот центр позволяет обрабатывать заготовку с одной установки, обеспечивает передачу крутящего момента, но ухудшает поверхность базовой фаски.
УСТАНОВКА ЗАГОТОВОК ПО ЗУБЧАТЫМ ПОВЕРХНОСТЯМ [1.с54-58]
Применяется при шлифовании осевых отверстий цилиндрических и конических зубчатых колес. Принимая за базу рабочие (эвольвентные) поверхности зубьев, достигают точной соосности отверстия и зубчатого венца. Устанавливают и закрепляют шлифуемые зубчатые колеса в специальные патроны. В качестве установочных элементов применяют ролики для прямозубых цилиндрических колес, шарики или витые упругие ролики для цилиндрических колес со спиральным зубом, шарики для конических колесу. Ролики и шарики размещают во впадинах зубчатого венца для контакта их с эвольвентными участками зубьев обрабатываемого колеса. Роликов берут три, а шариков шесть (два в каждую впадину). При использовании роликов и шариков применяют самоцентрирующие патроны мембранного и клинового типов. В этих патронах установочные элементы крепятся в обойме, допускающей возможность их самоустановки по впадинам колеса в пределах оставляемых зазоров. Установку конических зубчатых колес производят на шаровые опоры, применяя специальные устройства, прижимающие деталь по торцу ступицы.

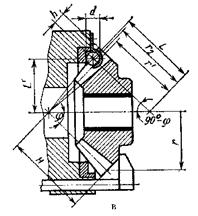
Рис. 9. Приспособления для установки зубчатых колес: а - мембранный патрон: 1 - обойма, 2 - колесо, 3 - кулачки, 4 - сухари, 5 - упоры, 6 - шток, 7 - мембрана, 8 - распорное кольцо, 9 - ролики, б - цанговый патрон: 1 - обойма, 2 - колесо, 3 - кулачки, 6 - шток, 10 - упоры, 11 - пластинки, в - специальное установочное приспособление на шаровые опоры
| <== предыдущая страница | | | следующая страница ==> |
| Установочные пальцы | | | Весенний семестр. Одним из основных требований, предъявляемых к установочным элементам, является износостойкость, которая во многом обеспечивает условие долговечности |
Дата добавления: 2014-02-27; просмотров: 867; Нарушение авторских прав

Мы поможем в написании ваших работ!