Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Метод точечных диаграмм
Погрешности при обработке заготовок
Неточность обработки обуславливается возникновением различных погрешностей. Определяют фактическую точность при лабораторных и производственных исследованиях. Изучение причин, вызывающих погрешности при обработке заготовок на станках позволило установить связь между этими погрешностями, их величинами, и таким образом управлять ими, снижать или устранять совсем.
Погрешности можно разделить на:
Систематические постоянные (т. е. погрешности, имеющие одинаковые значения для всей рассматриваемой совокупности размеров)
Систематические переменные (закономерно изменяющиеся по ходу техпроцесса)
Случайные погрешности, и имеющие различные значения при невыясненных причинах их появления.
Для определения результата погрешностей необходимо суммировать все погрешности по величине и знаку. При расчете для практических целей и характеристики точности операции в течении времени обработки применяют диаграмму точности. Построение диаграммы должно быть связано с размерами детали на чертеже. От правильности наладки зависит качество обрабатываемой заготовки. Настройка считается правильной, если средняя арифметическая размеров пробных заготовок находится в пределах некоторого допуска.
Для исследования точности обработки используют точностные и точечные диаграммы.
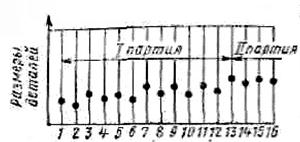
Метод точечных диаграмм заключается в том, что техпроцесс контролируется в ходе производства. Для построения точечной диаграммы по горизонтальной оси откладывают номера обрабатываемых заготовок, как они сходят со станка. По вертикальной оси в виде точек откладывают результаты измерений заготовок.
 № деталей
а)
Точечные диаграммы можно строить как для одной так и для нескольких последовательно обрабатываемых партий заготовок
№ деталей
а)
Точечные диаграммы можно строить как для одной так и для нескольких последовательно обрабатываемых партий заготовок
|  № групп деталей
б)
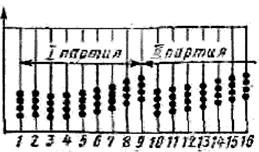
Точечные диаграммы можно сократить, если по горизонтальной оси откладывать номера групп заготовок, причем в каждую группу входит одинаковое количество, последовательно, снимаемых со станка заготовок
№ групп деталей
б)
Точечные диаграммы можно сократить, если по горизонтальной оси откладывать номера групп заготовок, причем в каждую группу входит одинаковое количество, последовательно, снимаемых со станка заготовок
|
 в)
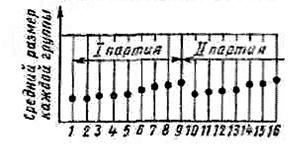
На диаграмме (в) легче просмотреть изменение выполняемых размеров заготовок
в)
На диаграмме (в) легче просмотреть изменение выполняемых размеров заготовок
|  г)
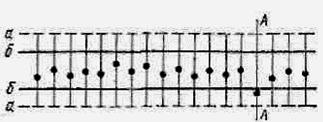
Место контрольных прямых находят на основе теоретических положений статистического контроля. В качестве примера на рисунке г, приведена диаграмма с результатами контроля.
г)
Место контрольных прямых находят на основе теоретических положений статистического контроля. В качестве примера на рисунке г, приведена диаграмма с результатами контроля.
|
Рисунок 5.1 – Точечные диаграммы
Чтобы определить моменты настройки системы СПИД на диаграмме откладывают границы поля установленного допуска прямые «а» и контрольные границы прямые «в»для групповых средних величин. Когда хотя бы одно среднее значение характеристики качества походит к одной из контрольных границ, выходящее за границу поля допуска, необходимо прекратить обработку и произвести поднастройку.
Механизация статистического контроля достигается применением комбинированных приборов, изменяющих размеры и фиксирующий их на контрольной ленте. С помощью построения кривых распределения исследуют точность обработки законченного техпроцесса. При этом, как бы перемешиваются и систематические постоянные и переменные погрешности, и не отделяются от случайных, и выражаются в общем виде. Поэтому статистический метод исследования точности обработки с построением точечных диаграмм позволяет исследовать техпроцесс глубже. Состояние техпроцесса и однородность качества заготовок можно определить по характеру расположения на графике точек, соответствующих действительным размерам. График характеризует устойчивый налаженный техпроцесс.
Чтобы подналадка процесса обработки была сведена к минимуму и производилась реже, необходимо, стремиться использовать полную величину поля допуска от наладки до наладки. Поэтому наладку начинают с размера, противоположному размеру до очередной наладки станка, а не со стороны размера.
Точечные диаграммы могут быть преобразованы в точностные. Они позволяют более четко выявить влияние систематических закономерно повторяющихся погрешностей на общую погрешность обработки
| <== предыдущая страница | | | следующая страница ==> |
| Точность и параметры точности | | | Качество поверхности деталей машин |
Дата добавления: 2014-03-11; просмотров: 1277; Нарушение авторских прав

Мы поможем в написании ваших работ!