Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Качество поверхности деталей машин
Эксплуатационные свойства деталей машин и долговечность их работы в значительной степени зависят от состояния их поверхности.
На поверхности в процессе обработки образуются неровности различной формы и высоты, зависят от ряда причин:
- режима обработки
- условий охлаждения
- смазки режущего инструмента
- химического состава обрабатываемого материала
- конструкции режущего инструмента
- типа оборудования и его состояния
- вспомогательного инструмента
- приспособлений и др.
Чистота поверхности характеризуется следующими отклонениями от теоретической формы поверхности:
Макрогеометрические отклонения (овальность, конусообразность). Микрометрические отклонения или микронеровности, образуются в результате воздействия режущей кромки инструмента на обрабатываемую поверхность. Микронеровности определяют шероховатость (не гладкость) обработанной поверхности.
ГОСТом регламентируются следующие параметры шероховатости:
Rа- среднее арифметическое отклонение профиля;
Rz - высота неровностей профиля по десяти точкам;
Rmax - наибольшая высота неровностей профиля
Sm - средний шаг неровностей
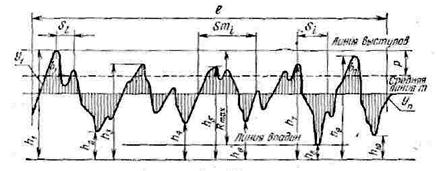
Рисунок 5.2 – Среднее арифметическое отклонение профиля
Средняя линия m профиля делит измеряемый профиль таким образом, что в пределах базовой длины l, площади F по обеим сторонам от этой линии профиля были равны между собой:

Cреднее арифметическое отклонение профиля Ra - есть среднее значение точек (у1 , у2 , …..уn), измеренного профиля до его средней линии.
yi- абсолютное (без учета алгебраического знака) расстояние до средней линии;
n – число, измеренных отклонений;
Rz – параметр шероховатости определенный по 10 точкам (5 maх и 5 min), измеренных от любой прямой параллельно средней линии профиля

где h1 , h3,….h9 , – расстояние от высших точек до линии, параллельной средней линии;
h2 , h4,…. h10 - расстояние от низших точек впадин до линии, параллельной средней линии.
Rz - проставляется на чертеже буквенно: Rz40, Rz. Требования к шероховатости поверхности должны устанавливаться, исходя из функционального назначения поверхности. Числовые значения шероховатости поверхности установлены ГОСТ 2789. Чистота поверхности влияет на качество соединений деталей, уменьшая контактную поверхность, особенно, это влияние, важно в прессовых соединениях. Шероховатость отрицательно влияет на прочность детали, т. к. в углублениях концентрируются напряжения и могут возникнуть трещины.
Шероховатость поверхности оценивается двумя основными методами:
качественным и
количественным
Качественный метод основан на сравнении обработанной поверхности с эталонами визуальным сопоставлением.
Количественный метод – заключается в непосредственном измерении микронеровности с помощью специальных приборов; профилометров, профилографов, микроскопов. Принято 14 классов шероховатости. Для классов шероховатости 6…12 параметром шероховатости принято обозначение- Ra ;для 1…5 и 13 и 14 - Rz.
Классы шероховатости в прямой зависимости от класса точности. Характеристики этих взаимосвязей приводятся в справочной литературе, это позволяет установить достигаемую шероховатость поверхности с учетом затрат при любом способе обработке и экономически достижимую шероховатость поверхности.
Таблица 5.1 – Классы шероховатости поверхности
| Классы шероховатости поверхности | Разряды | Параметры шероховатости, мкм | Базовая длина l, мм | |
| Ra | Rz | |||
| - | - | От 320 до 160 | 0,8 | |
| - | - | От 160 до 80 | ||
| - | - | От 80 до 40 | ||
| - | - | От 40 до 20 | 2,5 | |
| - | - | От 20 до 10 | ||
| а б в | От 2,5 до 2,0 »2,0 » 1,6 »1,6 » 1,25 | - - - | 0,8 | |
| а б в | От 1,25 до 1,00 »1,00 » 0,80 »0,80 » 0,63 | - - - | ||
| а б в | От 0,63 до 0,50 »0,50 » 0,40 »0,40 » 0,32 | - - - | ||
| а б в | От 0,32 до 0,25 »0,25 » 0,20 »0,20 » 0,16 | - - - | 0,25 | |
| а б в | От 0,160 до 0,125 »0,125 » 0,100 »0,100 » 0,080 | - - - | ||
| а б в | От 0,080 до 0,063 »0,063 » 0,050 »0,050 » 0,040 | - - - | ||
| а б в | От 0,040 до 0,032 »0,032 » 0,025 »0,025 » 0,020 | - - - | ||
| а б в | - - - | От 0,100 до 0,080 »0,080 » 0,063 »0,063 » 0,050 | 0,08 | |
| а б в | - - - | »0,050 » 0,040 »0,040 » 0,032 »0,032 » 0,025 |
| <== предыдущая страница | | | следующая страница ==> |
| Метод точечных диаграмм | | | Порядок разработки технологического процесса |
Дата добавления: 2014-03-11; просмотров: 475; Нарушение авторских прав

Мы поможем в написании ваших работ!