Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Основные пути сокращения машинного времени
Техническое нормирование
Структура технических операций
Определение норм времени при работе на металлорежущих станках
Контрольные вопросы
Охлаждение при механической обработке резанием
Процессы резания сопровождаются значительным выделением тепла, в целях снижения трения, улучшения теплоотвода от режущего инструмента и обрабатываемой детали применяют СОЖ. Охлаждение производится обычно при работе инструментами из углеродистых и быстрорежущих сталей. А также при работе абразивным инструментом. В качестве СОЖ используют водные растворы эмульсола, сульфофрезол, миниральные масла, керосин и др.
При обработке стали углеродистой конструкционной, инструментом сплаваТ15К6, применяют СОТС.
1) 5%- эмульсия из эмульсола НГЛ-205
2) 5%- раствор синтетической СОЖ «Аквол- 10М»
в 1) стойкость Т = 70 мин.; Ra - 3,0
во 2) стойкость Т = 95 мин.; Ra - 2,5
При обработке серого чугуна – инструментом ВК6М,применяют:
1) 5% эмульсия из эмульсола НГЛ-205; Т= 105 мин.; Ra - 3,0
2)5% синтетический СОЖ «Аквол – 10М»; Т = 105 мин.; Ra - 2,6
В качестве СОЖ при шлифовании используют:
1) 1% - водный раствор кальцинированной соды и 0,15% нитрата натрия
2) 2% раствор мыльного порошка
3) 2…3% водный раствор кальцинированной соды
4) 5…7% водный раствор эмульсии
5) 3,5% водный раствор нейтрального эмульсола на основе олеиновой кислоты.
СОТС – смазочно-охлаждающие технологические средства, некоторые свойства (нетоксичность, гигиеничность, слабая испаряемость и вспениваемость, легкость приготовления, отсутствие растворяющего воздействия на краску станка, изоляцию электропроводки, возможность нейтрализации перед сбрасыванием в сточные воды. Основная масса СОТС- СОЖ. Применяется в твердом, жидком и газообразном виде.
1. Что относится к режимам резания?
2. От каких факторов зависит скорость решения?
3. Зависит ли шероховатость обрабатываемой поверхности от метода обработки?
4. Влияет ли величина припуска на метод обработки поверхности?
5. На что влияет износ резца при обработке?
6. Что оказывает наибольшее значение на износ резца?
7. Направления по обеспечению точности механической обработки.
8. Влияние СОЖ при механической обработке.
Лекция 8 – 2 часа
Производительность технологических операций в значительной степени зависит от их структур, определяемых количеством заготовок, одновременно устанавливаемых в приспособлении или на станке (одно- или многоместная обработка), количеством инструментов, используемых при выполнении операции (одно- или многоместная обработка), и последовательностью работы инструментов при выполнении операции.
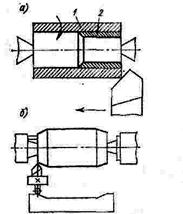
Одноместная и последовательная одним инструментом
| 
|
Рисунок 8.1 - Схемы одноместной последовательной одноинструментной обработки (1,2 – номера ходов инструмента (а); 1,2,3,4 – последовательность положений сверла (г))

Рисунок 8.2 – Схемы одноместной последовательной многоинструментной обработки сменяемым инструментом
Одноместная последовательная многоинструментальная обработка сменяемым инструментом не дает возможности совмещения основного времени обработки отдельных поверхностей и отдельных переходов, поэтому основное время То технологической операции, определяется суммой основных времен всех переходов операции

Вспомогательное время Тв складывается:
- из времени на установку и снятие заготовки Тус.
- из времени на управление станком (включение и отключение станка, переключение скоростей и подач, перемещение суппортов, а при обработке на станках с ЧПУ на время индексации Тинд., состоящее на перемещение частей станка в новые исходные позиции и фиксацию
Вспомогательное время записывается формулой:
Тв= Тус+Туп+Тинд
При последовательной многоинструментальной обработке сменяемым инструментом Тинд заменяется временем Тс.и., учитывающим затраты времени на смену инструмента.
При одновременной последовательной многоинструментальной обработке заготовок на станках типа «обрабатывающий центр»
Тв=Тус+Туп+Тинд+Тс.и.
В тех случаях, когда время контрольных измерений обрабатываемой заготовки Тизм. Не может быть перекрыто основным временем, то оно добавляется в формулах.
Многоместные схемы обработки дают возможность совмещения как основного, так и вспомогательного времени, поэтому они обеспечивают достижение наивысшей производительности.
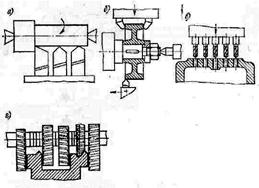
Рисунок 8.3 – Схемы одноместной параллельной многоинструментной обработки
При многоместной параллельной многоинструментальной обработке с одновременной установкой заготовок.
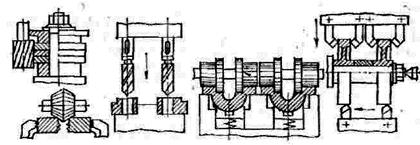
Рисунок 8.4 – Схемы многоместной параллельной многоинструментной обработки с одновременной установкой заготовок
Затраты основного и вспомогательного времени распределяются между Z одновременно обрабатываемыми заготовками.

При многоместной последовательной обработке с одновременной установкой заготовок не дает возможности совмещения основного времени обработки заготовок и То определяется по формуле

где Тоi – основное время обработки каждой заготовки;
Z – число одновременно обрабатываемых заготовок.
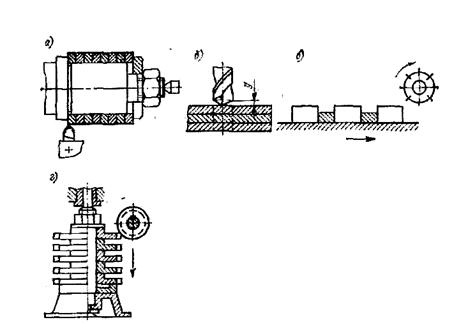
Рисунок 8.5 – Схемы многоместной последовательной обноинструментной обработки с одновременной установкой заготовок:
а – обтачивание колец; б – сверление пачки тонких заготовок;
в – фрезерование заготовок, установленных вдоль движения подачи;
г – нарезание зуба шестерен
При многоместной последовательной обработке с раздельной установкой заготовок
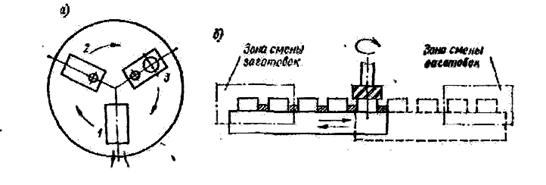
Рисунок 8.6 – Схемы многоместной последовательной одноинструментальной обработки с раздельной установкой заготовок:
а – обработка отверстий на вертикальном полуавтомате (1 – позиция загрузки и съема заготовок; 2 – позиция сверления малого отверстия;
3 – позиция сверления большого отверстия); б – маятниковое фрезерование (снятие обработанных и установка новых заготовок производится одновременно с фрезерованием на движущемся столе)
Позволяет совмещать время установки заготовок с основным временем, значительно сокращая вспомогательное время, тогда
Тв= Туп или в необходимых случаях
Тв = Туп + Тинд
Основное время определяется как при одноместной обработке.
Многоместная параллельно – последовательная обработка с непрерывной установкой и сменой обрабатываемых заготовок на станке обеспечивает наивысшую производительность обработки, т. к. дает возможность осуществить полное совмещение и перекрытие вспомогательного времени основным, поэтому в данном случае Тв = 0.
Основное время в этом случае определяется делением времени одного оборота стола или барабана на число установленных на нем заготовок.
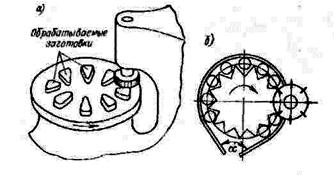
Рисунок 8.7 – Схемы многоместной параллельно-последовательной обработки с непрерывной сменной заготовок: а – непрерывное фрезерование;
б – фрезерование торцов валиков
В основе всех работ по расчету производительности труда лежит техническое нормирование – определение нормы времени, т. е. времени в течении которого рабочий должен выполнить заданную ему работу.
Техническим нормированием называют определение норм времени (или норм выработки в единицу времени) на отдельных операциях.
Технической нормой штучного времени называется время, установленное для выполнения данной операции при определенных условиях и наиболее эффективном использовании всех средств производства с учетом передового производственного опыта. Технические нормы времени необходимы для расчета производственной мощности рабочего места, участка, цеха, а также для определения затрат на зарплату рабочим и калькулирования себестоимости обработки.
Время, затраченное на данную операцию, называют штучным.
Штучное время (мин.).
Тш=То+ Тв +Тоб +Тлп
Технологическое (основное) время То– время, затрачиваемое непосредственно на обработку заготовки, т.е. на изменение ее формы, размеров, свойств и т. д.; при сборке машин это время непосредственной сборки.
Основное время может быть машинным (например, точение детали с автоматической подачей), машинно – ручным (например, точение детали с ручной подачей) и ручным (ручное опиливание, рубка зубилом и т. п.).
Вспомогательное время Тв – время, затрачиваемое на вспомогательные действия рабочего, непосредственно связанное с основной работой ( установка, закрепление и снятие обрабатываемой заготовки, управление станком, измерение детали и т. д. Это время затрачивается на каждую деталь ( мин. ):
Тв= Туст +Тупр +Тизм
где Туст – время на установку, закрепление и снятие заготовки;
Тупр – время на управление станком, затрачиваемое на каждый рабочий ход (проход );
Тизм – время на измерение детали.
Время обслуживания рабочего места Тоб – время, затрачиваемое на уход за рабочим местом, отнесенное к данной операции. Время обслуживания рабочего места складывается из времени организационного обслуживания (осмотр и опробование оборудования, раскладка и уборка инструмента, смазка, очистка станка) и времени технического обслуживания (регулировка и подналадка станка, смена и подналадка режущего инструмента, правка шлифовальных кругов и т. п.).Основное отличие отдельных элементов времени обслуживания рабочего места от вспомогательного времени заключается в том, что элементы вспомогательного времени (установка и снятие заготовки, управление станком и др.) затрачиваются на каждую деталь, а элементы времени обслуживания рабочего места (смена инструмента, уборка станка и др.) – на несколько деталей и на данную операцию накладываются определенной частью.
Время на личные потребности Тлп – время, затрачиваемое рабочим на личные потребности и при утомительных работах на дополнительный отдых.
Сумму основного и вспомогательного времени называют оперативным временем;
Топ = То + Тв
Оперативное время – основная составляющая штучного времени. Время на обслуживание рабочего места ивремя перерывов в работе обычно берут в процентах от оперативного времени (коэффициенты К1 иК2). В зависимости от характера и масштаба производства время обслуживания рабочего места составляет К1 = 3…8%, а время на личные потребности К2 = 4…9% от оперативного времени. В некоторых справочниках принимают К1 + К2 = 10%.
При обработке партий деталей (серийное и единичное производство) существует понятие штучно – калькуляционное время Тк, которое, кроме штучного времени, содержит еще подготовительно – заключительное время, приходящееся на одну деталь:
Подготовительно – заключительное время Тпз – время, затрачиваемое на получение наряда, ознакомление с работой, получение недостающих инструментов и приспособлений, переналадку станка и приведение средств производства в первоначальный порядок после завершения работ .В калькуляционном времени это время берут на одну деталь, т. е. делят на число деталей в партии п.
п – величина партии деталей, запускаемых в производство одновременно. Практически при проектировании технологических процессов, а также в заводских условиях п определяют из расчета пропускной способности сборочного цеха, т. е. способности обеспечить бесперебойную равномерную сборку машин. Программное годовое задание сборочного цеха обычно предусматривает равномерный выпуск изделий в течение года одинаковыми сериями, поэтому при отсутствии других установок величину партии деталей можно установить из выражения

где Пд – производственное годовое задание по данной детали, шт.;
12 – число месяцев в году.
Для каждого перехода операции по нормативным ( справочным ) данным устанавливают режим резания и рассчитывают по соответствующим формулам основное ( машинное ) время.
На основе нормативных материалов определяют вспомогательное время для данной операции. Определив по тем же нормативам время на обслуживание рабочего места и время на отдых и личные надобности, находят значение штучного времени. Определив подготовительно – заключительное время, рассчитывают калькуляционное время.
Основное время в машиностроении составляет от 30 до 75% штучного времени. Поэтому для снижения штучного времени, а следовательно, и повышения производительности при работе на станках необходимо в первую очередь изыскивать пути уменьшения основного и вспомогательного времени. Сократить основное время можно, уменьшив число проходов i , для этого нужно уменьшить величину припусков и увеличить глубину резания. Можно также увеличить частоту вращения п обрабатываемой детали, что влечет за собой увеличение скорости резания, и увеличить подачу S . Следует иметь в виду, что шероховатость поверхности ограничивает величину подачи. При обдирочных работах величина подачи может быть ограничена прочностью резца, прочностью механизма подачи станка и допустимым крутящим моментом на шпинделе станка. Уменьшить вспомогательное время можно за счет применения быстродействующих зажимных приспособлений, автоматизации измерения детали и т. д.
Имеются два основных пути уменьшения машинного времени:
- увеличение скорости резания (скоростное резание)
- увеличение подачи (силовое резание).
Скоростное резание характеризуется применением инструментов, оснащенных твердыми сплавами. Внедрение скоростного резания требует соблюдения ряда условий, к которым относится правильный выбор марки твердого сплава и геометрических параметров режущей части инструмента.
| <== предыдущая страница | | | следующая страница ==> |
| Методы настройки станков | | | Основные требования технологичности конструкции |
Дата добавления: 2014-03-11; просмотров: 880; Нарушение авторских прав

Мы поможем в написании ваших работ!