Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Последовательность выполнения работы
1. Изучите виды слесарных работ, инструменты и приспособления для закрепления заготовки. Ознакомьтесь с материалами демонстрационных стендов.
2. Прослушайте вводный инструктаж мастера. Проследите за выполнением учебным мастером приемов выполнения конкретных слесарных операций.
3. Выполните комплексную работу в соответствии с технологической картой (табл. 3) под руководством учебного мастера.
4.Проконтролируйте размеры изготовленной детали.
5. Выполните отчет в соответствии с заданием преподавателя.
Содержание отчета
1. Наименование работы.
2. Формулировка и исходные данные индивидуального задания.
Задание: «Описать технологию изготовления детали (изделия), перечни и характеристики используемого оборудования и оснастки, представить результаты контроля размеров».
3. Чертеж детали «Ушко».
4. Перечень технологических методов слесарной обработки, используемых при изготовлении детали.
5. Наименование и характеристика технологического оборудования: наименование, модель, технологические возможности, части и узлы станка.
6. Эскиз технологического перехода с указанием получаемого размера и шероховатости обработанной поверхности (дается по заданию преподавателя).
7. Перечень применяемых при выполнении технологического перехода приспособлений, режущих, вспомогательных и измерительных инструментов.
8. Результаты контроля размеров изготовленного изделия, представленные в форме табл. 4.
Таблица 4 - Результаты измерения детали «Ушко»
| Размер по чертежу | 60-0,8 | 30-0,6 | Ø13 | 16±0,2 | R15 |
| Размер действительный |
9. Выводы.
Таблица 3 -Технологическая карта изготовления детали «Ушко» методами слесарной обработки
Чертеж детали
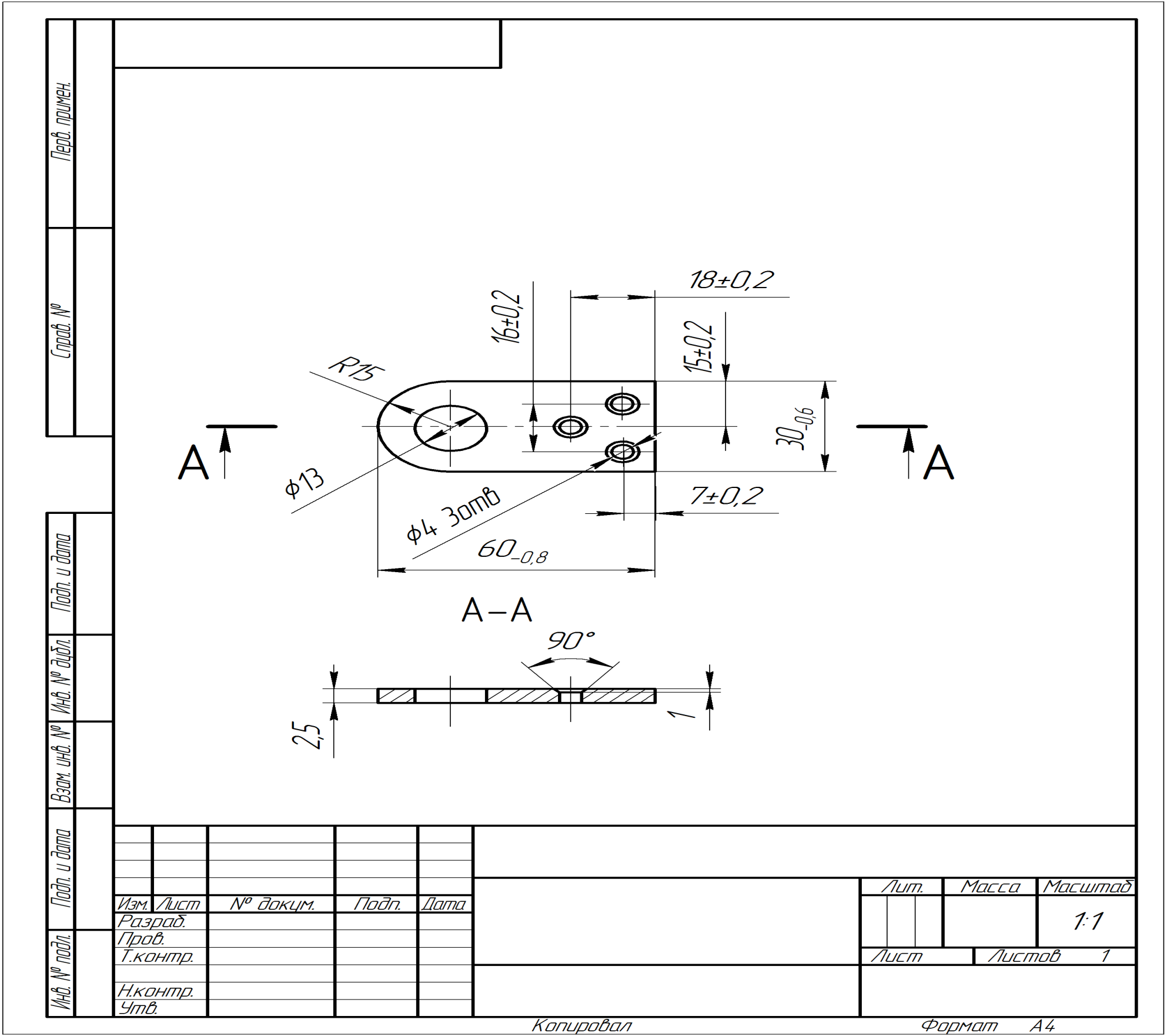 Материал: сталь Ст. 3 Размеры заготовки: 35×65×4
Материал: сталь Ст. 3 Размеры заготовки: 35×65×4
| |||||
| № пп | Содержание перехода | Эскиз перехода | Режущий инструмент и оснастка | Режим обработки | Измерительный инструмент |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Править заготовку | | Правильная плита, молоток | Лекальная линейка | ||
| Установить и закрепить заготовку | | Верстак, тиски слесарные | Линейка 0–150 мм |
Продолжение табл.3
| 1 | 2 | 3 | 4 | 5 | 6 |
| Опилить грани 1 и 2 под углом 900 последовательно | | Напильник плоский, № 2, длиной 250 мм | Угольник 900 | ||
| Разметить заготовку в соответствии с эскизом | | Линейка, чертилка, кернер, молоток, циркуль разметочный | Штангенциркуль 0–150 мм | ||
| Отрезать углы и стороны заготовки по контуру | | Ножовка по металлу | Штангенциркуль 0–150 мм | ||
| Установить и закрепить заготовку | | Верстак, тиски слесарные | Линейка 0–150 мм | ||
| Опилить заготовку по контуру с переустановкой в тисках | | Напильник плоский, № 2 | Штангенциркуль 0–150 мм, шаблон R15 |
продолжение табл.3
| 1 | 2 | 3 | 4 | 5 | 6 |
| Установить и закрепить заготовку | | Настольно-сверлильный станок, машинные тиски | |||
| Установить и закрепить спиральное сверло Ø4мм | Сверло спиральное Ø4 мм, патрон сверлильный | ||||
| Сверлить по разметке 4 отверстия Ø4 мм | | Настольно-сверлильный станок, сверло спиральное Ø 4мм, патрон сверлильный | n= 710 мин-1, подача – ручная | Штангенциркуль 0–150 мм | |
| Снять сверло и установить коническую зенковку | Зенковка коническая с углом конуса 900, патрон сверлильный | ||||
| Зенковать 3 отверстия | 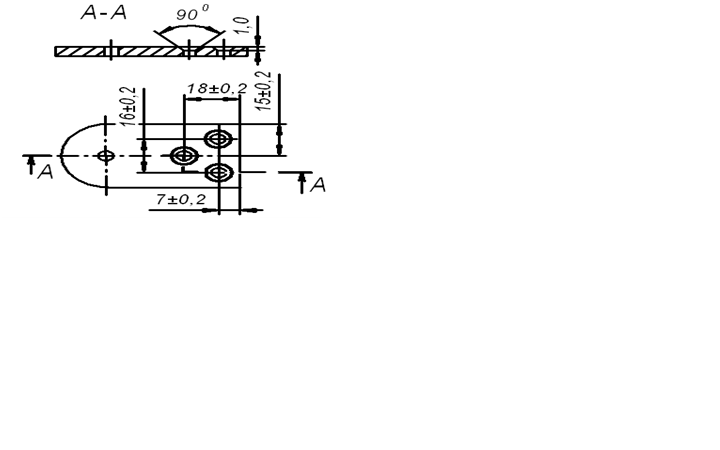
| Зенковка коническая с углом конуса 900, патрон сверлильный | n= 710 мин-1, подача – ручная | Шаблон 900×1 мм |
продолжение табл.3
| 1 | 2 | 3 | 4 | 5 | 6 |
| Снять зенковку и установить сверло, переустановить заготовку | Спиральное сверло Ø13 мм, переходная втулка, машинные тиски | ||||
| Рассверлить отверстие Ø 13 мм | | Спиральное сверло Ø13 мм, переходная втулка, машинные тиски | n = 280 мин-1, подача – ручная | Штангенциркуль 0–150 мм | |
| Раскрепить и снять заготовку со станка, закрепить заготовку в слесарных тисках | | Верстак, тиски слесарные | Штангенциркуль 0–150 мм | ||
| Опилить плоскости Аи Б заготовки, обеспе чивая заданную шероховатость | | Верстак, тиски слесарные, напильник плоский № 3, L= 250 мм. | Обработка перекрестным движе- нием | Эталоны шероховатости | |
| Раскрепить, снять заготовку, контролировать размеры | Штангенциркуль 0-150мм, шаблон R15 мм |
| <== предыдущая страница | | | следующая страница ==> |
| ПРАКТИЧЕСКАЯ ЧАСТЬ СЛЕСАРНОЙ ПРАКТИКИ | | | ТОКАРНЫЕ РАБОТЫ, НАЗНАЧЕНИЕ И УСТРОЙСТВО ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА |
Дата добавления: 2014-09-29; просмотров: 540; Нарушение авторских прав

Мы поможем в написании ваших работ!