Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Требования к конструкции заготовок из проката и получаемых ковкой при анализе на технологичность
Если заготовки изготавливаются из проката, то рассматривают, насколько точно они имеют форму детали. Поэтому применение в крупносерийном и массовом производстве специального профильного и периодического проката позволяет уменьшить трудоемкость обработки резанием и уменьшает трудоемкость горячей штамповки, если применяется следующий заготовительный передел.
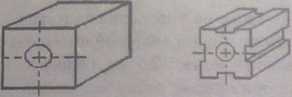
1) иметь простую симметричную форму;
2) не иметь пересечений цилиндрических элементов и их с призматическими.
Требования к конструкции штампованных заготовок при анализе на технологичность
1) геометрическая форма заготовки должна обеспечивать возможность ее свободного извлечения из штампа;
2) недопустимы выемки, проемы, узкие и длинные выступы, находящиеся под углом к движению штампов;
3) боковые поверхности заготовки должны иметь штамповочные уклоны: (5-15 - для наружных, 7-15 для внутренних и 2-10, 3-12 при наличии уклонов);
4) радиусы закруглений наружные - 1,5 - 12,5 мм для наружных, 4 - 45 мм для внутренних углов;
5) желательно, чтобы штамповка была симметричной (это уменьшит брак при износе штампов из-за смещения);
6) штамповка должна иметь форму, чтобы был разъем штампов по горизонтальной плоскости; допускается ломаная поверхность разъема, ноне более60°;
7) предусматривать, чтобы наибольшие габаритные размеры были в плоскости разъема;
8) рекомендуется, чтобы D или L заготовки были < 12S (сталь) <15 S (алюминий, магниевые сплавы), где S- наименьшая толщина стенки;
9) рассмотреть возможность сварных элементов, если конфигурация заготовки сложная.
Требования к конструкции заготовок из отливок при анализе на технологичность
Если заготовки делаются из отливки, при анализе технологичности проверяется следующее:
1) упрощать конфигурацию;
2) для сложных конфигураций, применять разбиение отливок на формы, позволяющие в дальнейшем применить сварку;
3) учитывать уклоны (внутренние > наружных);
4) обеспечить извлечение отливки из формы;
5) учитывать положение поверхностей при заливке (ответственные поверхности должны занимать нижнее положение);
6) учитывать усадку, а также отрезание прибылей, выбивки стержней и удаление каркасов;
7) базовая поверхность должна быть в одной плоскости;
8) минимальная толщина стенки должна быть S =L/200 + 4 (чугун);
9) радиусы зависят от толщины (2-120 мм);
10) наименьшая величина бобышек 5 мм, если L < 0,5 м., 10-15 мм от 0,5-2 м, и 20-25 мм при L >2м;
11) следует избегать глухих отверстий;
Остальные требования зависят от методов получения заготовок отливкой.
Общие требования к механической обработке деталей при анализе на технологичность
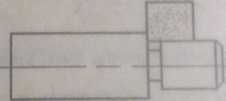
1) уменьшение длины обрабатываемых поверхностей, что приводит к уменьшению трудоемкости механической обработки.
Например:
неверно верно
2) увеличение точности заготовок, в этом случае уменьшается объем механической обработки.
3) увеличение жесткости заготовки позволит уменьшить деформации при резании и использовать несколько режущих инструментов.
4) удобство базирования, установки и закрепления заготовки на станке, совмещение баз (конструкторских, технологических, измерительных).
5) возможность удобного подвода инструмента и отвода инструмента.
Например:

6) возможность обработки нескольких заготовок, это позволит уменьшить трудоемкость за, счет сокращения вспомогательного времени. Например:
7) простановка размеров должна быть увязана с последовательностью обработки.
8) простановка размеров от обрабатываемых поверхностей.
9) не рекомендуется проставлять размеры от линий построения, осей, от острых кромок, от поверхностей, относительно которых затруднено измерение.
10) недопустима простановка размеров от поверхностей, для которых необходимы, расчеты.
11) с целью замены на более дешевые материалы применять сборные детали из разных материалов.
Например:
Требования к механической обработке наружных цилиндрических поверхностей деталей при анализе на технологичность
1) Ступенчатые поверхности должны иметь оптимальные перепады диаметров.
2) Кольцевые канавки на торце не рекомендуются из-за большой трудоемкости их обработки.
Например:

3) Рекомендуется применять унифицированные элементы, т. к. это позволяет производить многорезцовые наладки.
Например:
4) Рекомендуется применять в месте перехода фаски.
5) Рекомендуется применять в местах сопряжения точных поверхностей поверхности для выхода инструмента, иначе возрастает возможность повреждения поверхностей.
Требования к механической обработке отверстий деталей при анализе на технологичность
1) Желательно, чтобы отверстия были сквозные, их обрабатывать легче, чем глухие.
2) Ось отверстия должна быть расположена от вертикальной расстоянии:

а для отверстий под болты:

где D - диаметр отверстия;
Dr -диаметр описанной окружности гайки;
R - радиус переходного фланца.
Пример:

3) Расстояние между отверстиями должно быть таким, чтобы была возможность применения многошпиндельных или агрегатных наладок.
4) Отверстия должны быть расположены перпендикулярно к оси инструмента - это позволит избежать поломки инструмента.
Пример:
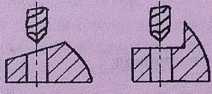
неверно верно
5) Желательно, чтобы оси отверстий были параллельны. Пример:
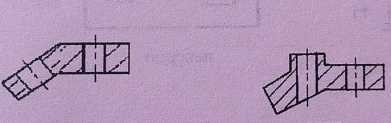
неверно верно
6) Отверстия, имеющие полости под шайбы, заменять на более простые, позволяющие производить не цекование, а точение или фрезерование.
Пример:
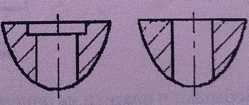
неверно верно
7) Рекомендуется избегать растачивания канавок внутри отверстий
| <== предыдущая страница | | | следующая страница ==> |
| Показатели технологичности и их определение | | | Требования к механической обработке резьб деталей при анализе на технологичность |
Дата добавления: 2014-10-17; просмотров: 426; Нарушение авторских прав

Мы поможем в написании ваших работ!