Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Стратегия ТО по состоянию с контролем уровня надежности
Классификация стратегий
Проверка исправности манометра
Ежегодную проверку манометра с наложением пломбы или клейма осуществляет поверитель Государственного комитета стандартов на локомотиворемонтных заводах и в локомотивных депо, зарегистрированный в местных органах Госстандарта СССР на право проверки манометров.
После шести месяцев проверку и пломбирование или постановку клейма на манометрах производят предприятия, получившие разрешение на это, по образцовому манометру или на прессе. На локомотивах и моторвагонных поездах, находящихся в запасе, манометры шестимесячной проверке не подлежат. Манометры образцовые применяют для проверки…технических…манометров.
Проверку манометров класса 0,6 производят в 10 отметках, классов 1,5 и 2,5 - в пяти и класса 4 - в трех отметках шкалы, распределенных равномерно в пределах всей шкалы. Погрешность в процентах в показаниях при проверке образцовых манометров допускается ±0,16; ±0,25 и ±0, 4 в зависимости от класса…точности…манометра.
Срок службы манометров не менее трех лет; технический ресурс не менее 20 тыс. ч.
Стратегия – совокупность принятых принципов, правил и управляющих воздействий, определяющих комплексное развитие эксплуатационных свойств конструкции средств автоматизации (СА), методов организации и производственно-технической базы ее ТО и Р.
В соответствии с действующими стандартами различают следующие стратегии:
- ТО по наработке, при которой перечень и периодичность выполнения операций определяются значением наработки изделия с начала эксплуатации (н.э.) или после капитального (среднего) ремонта;
- ТО по состоянию, при котором перечень и периодичность выполнения операций определяются фактическим техническим состоянием изделия в момент начала ТО;
- ремонта по наработке, при котором объем разборки изделия и дефектация его составных частей назначается единым для парка однотипных изделий в зависимости от наработки с начала эксплуатации и (или) после капитального (среднего) ремонта, а перечень операций восстановления определяется с учетом результатов дефектации составных частей изделия.
В качестве основного признака, характеризующего стратегии ТО и Р объектов, принимают характер информации об их надежности тех. состояния, которая используется при назначении периодичности ТО.
Информацию делят:
1. По времени получения и использования на:
- априорную (полученную до опыта);
- апостериорную (полученную при проведении опыта).
2. По источникам получения на:
- информацию о совокупности объектов;
- информацию об отдельном объекте.
Сочетания этих видов образуют четыре стратегии ТО и Р (таблица 4.1).
Таблица 4.1 – Стратегии ТО и Р
| Характер информации | Априорная | Апостериорная |
| О совокупности объектов | По наработке | По состоянию с контролем уровня надежности |
| Об отдельном объекте | По наработке, установленной для отдельного объекта | По состоянию с контролем параметров |
Стратегии по состоянию существенно отличаются от стратегии по наработке. Они заключаются не только в самом характере технологических процессов ТО и Р, но и в распределении ресурсов, потребных на развитие производственно-технической базы, соответствующей требованиям той или иной стратегии.
Стратегия по состоянию предполагает обеспечение высокого уровня эксплуатационно-ремонтной технологичности конструкции, создания в достаточных объемах эффективных средств диагностирования и неразрушающего контроля, развитие технической и экспериментальной базы.
Стратегия по наработке предполагает развитие экспериментальной базы подразделений и обеспечения на этой основе обоснованных ресурсов до ремонта для каждой совокупности однотипных объектов.
В зависимости от имеющихся возможностей определения предельного состояния работоспособности изделий в процессе эксплуатации и от принятого критерия для установления сроков их замен различают следующие стратегии эксплуатации:
- до выработки ресурса (срока службы);
- до отказа;
- до предотказового состояния.
Стратегии ТО и Р связаны со стратегиями эксплуатации изделий (таблица 4.2)
Таблица 4.2 – Взаимосвязь стратегий эксплуатации и ТО и Р
| Стратегия ТО и Р | Стратегия эксплуатации | ||
| До выработки ресурса | До предотказового состояния | До отказа | |
| Техническое обслуживание | |||
| по наработке | + | – | – |
| по состоянию с контролем параметров | – | + | – |
| по состоянию с контролем уровня надежности | – | – | + |
| Ремонт | |||
| по наработке | + | – | + |
| по техническому состоянию | + | + | + |
Для каждой из стратегий эксплуатации можно выбрать вполне определенные, отличающиеся наибольшей эффективностью стратегии ТО и Р (они обозначены в таблице 4.2 знаком «+»).
Из таблицы следует, что для стратегии эксплуатации изделий до выработки ресурса наиболее эффективной стратегией ТО будет стратегия по наработке. При ремонте изделий возможны стратегии по наработке и по техническому состоянию, что зависит от вида изделий и уровня его контролепригодности при ремонте.
Если же для изделия принята стратегия эксплуатации до предотказового состояния, то необходимым и обязательным условием ее осуществления на практике является принятие стратегии обслуживания данного изделия по состоянию с контролем параметров и стратегии ремонта по техническому состоянию. Если же, наоборот, то или иное изделие обслуживается и ремонтируется с контролем параметров, то наиболее эффективной стратегией эксплуатации такого изделия окажется стратегия до предотказового состояния.
Соответственно для изделий, эксплуатируемых по стратегии до отказа, наиболее эффективными стратегиями ТО и Р будут: при обслуживании – стратегия по состоянию с контролем уровня надежности, при ремонте возможны стратегии по наработке и техническому состоянию. Отсюда следует, что отдельные изделия, установленные на современных объектах, можно эксплуатировать, обслуживать и ремонтировать, как правило, только по одной из указанных стратегий. Вполне вероятно применение всех, указанных в таблице 2 стратегий эксплуатации или так называемой смешанной стратегии.
К характерным особенностям стратегии обслуживания с контролем уровня надежность можно отнести следующие:
- каждое изделие при этой стратегии эксплуатируется до отказа;
- межремонтных ресурсов для этих изделий не устанавливается;
- ТО каждого конкретного изделия заключается в выполнении необходимого объема работ по регулировке, калибровке, обнаружению возникших отказов и неисправностей и их устранение;
- для конструктивно сложных изделий может оказаться целесообразным выполнять замену некоторых из их составных частей по наработке, если она возможна без необходимости разборки изделия в стационарных условиях.
- применительно ко всему парку однотипных изделий осуществляется контроль уровня надежности. В случаях, когда фактический уровень надежности того или иного типа изделий ниже нормативного, проводиться анализ причин отклонения и принимаются меры по восстановлению надежности.
Внедрение ТО изделий с контролем уровня надежности (КУН) предполагает решение ряда организационных и технических задач, в том числе:
- организацию оперативного сбора и обработки информации о надежности, на основе которой определяется фактическая надежность изделий;
- разработку метода установления нормативных значений уровня надежности для каждого типа изделий;
- организацию оперативного сравнения фактического уровня надежности с нормативным и анализ возможных последствий;
- разработку мероприятий по поддержанию уровня надежности (назначений дополнительных работ по ТО и Р; изменение периодичности контроля уровня надежности; изменение условий или режимов эксплуатации; выполнение конструкторских доработок; переход на стратегию ТО и Р по наработке).
Область применения стратегии по состоянию с контролем уровня надежности обычно ограничивают изделиями, отказы которых не могут явиться причиной аварийной (опасной) обстановки на производстве; для которых имеет место экспоненциальное распределение вероятности безотказной работы; обладающими высокой эксплуатационной технологичностью (в том числе легкосъемностью, доступностью, взаимозаменяемостью); затраты на которые при эксплуатации до отказа (при обслуживании с контролем уровня надежность) не превышают затрат на планово-профилактическое ТО и др.
Применение на практике данной стратегии ТО может быть ограничено из-за невозможности решения перечисленных организационно-технических мероприятий: наличие вычислительной техники и обученного персонала, возможностями организации сбора информации по надежности для совокупности однотипных изделий и др.
При условии снятия этих ограничений целесообразность применения стратегии ТО с контролем уровня надежности для изделий систем должна определяться с учетом возможности получения экономического эффекта при эксплуатации данных типов изделий.
Контроль уровня надежности совокупности однотипных изделий осуществляется статистическими методами. Критерием уровня надежности при данной стратегии является такой показатель, который содержит максимум информации о техническом состоянии изделий, достаточно удобен для проведения оперативного сравнительного анализа, может реагировать на изменение процесса технической эксплуатации. Такими показателямиобычносчитают параметр потока отказов ω и число отказов изделий, приходящихся на определенных период эксплуатации Копэ. Например, этот период можно установить в 1000 часов наработки изделия (К1000) или год эксплуатации Кгод.
Номенклатура исходной информации по надежности должна содержать следующие сведения:
- число изделий в системе;
- вид отказа;
- место проявления;
- причина появления;
- последствия;
- число отказов, выявленных за контрольный (определенный) период эксплуатации;
- наработка наблюдаемой совокупности изделий за контрольный период времени;
- стоимость замены изделия, стоимость профилактического обслуживания и ремонта.
Для обработки информации используются методы математической статистики: оценка параметров распределения по выборке; проверка статических гипотез о законе распределения наработки до отказа и др. Иногда дополнительно используется информация о техническом состоянии отдельных образцов с наибольшей наработкой. Их полностью разбирают и подвергают всесторонним исследованиям технического состояния с целью заблаговременного выявления слабых мест конструкции изделия и предупреждения приближения предотказного состояния.
Особое значение при выборе стратегии с контролем уровня надежности имеет установление нормативного (допустимого) уровня надежности Rдоп., который устанавливается для каждого типа изделия с учетом стоимостных затрат на ТО и Р и зависит от парка контролируемых объектов. Задача определения Rдоп. решается с учетом обеспечения эффективности использования объектов по критерию минимальных затрат С=f(Rдоп).
Фактический уровень надежности изделий определяется в соответствии с выбранным показателем надежности. При использовании показателей ω и К1000 (Кгод), рекомендуется следующий способ контроля уровня надежности.
В качестве исходной информации служат:
- наблюдаемое число отказов изделий систем (объектов) при эксплуатации nф;
- наработка объектов, находящихся под наблюдением Т;
- число однотипных изделий на объекте а, уровень надежности которых контролируется.
Уровень надежности совокупности однотипных изделий контролируют путем сравнения наблюдаемого числа отказов nф с верхней границей регулирования (ВГР), представляющей собой допустимое число отказов. Наблюдаемое число отказов в определенные интервалы времени имеет случайный характер от 0 до ВГР. Значение ВГР определяется с использованием распределения Пуассона:
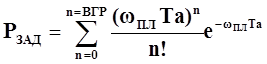 ,
,
где РЗАД – принятое значение вероятности;
ω – плановое значение параметра потока отказов, представляющее собой запланированный уровень надежности.
РЗАД обычно устанавливается исходя из экономических соображений. В обычной практике, например, для определения ВГР принимают РЗАД =0,975. Т.е. случайный выброс за верхнюю границу может произойти с вероятностью 0,025, что считается почти невозможным. В случае превышения наблюдаемым числом отказов ВГР предполагается наличие неслучайных причин. Для их устранения требуется разработать и осуществить конкретные мероприятия. Следовательно, если за контрольный период число отказов (замен) превысит ВГР, то это служит сигналом о снижении их надежности.
Кроме того, определяется тенденция изменения показателя надежности, вычисленного для контрольного периода заданной длительности, включающего текущий месяц. Контрольный период (месяц, квартал, год) является скользящим и ежемесячно сдвигается. Для анализа полученной последовательности используется следующая методика.
Плановые значения показателей надежности ωПЛ или КПЛОПЭ определяются в предприятиях предварительно на контрольный период для каждого типа изделия, исходя из требований обеспечения эффективности в процессе их технической эксплуатации.
| <== предыдущая страница | | | следующая страница ==> |
| Работа манометра | | | Стратегия ТО и ремонта по состоянию с контролем параметров (ТО и Р по СКП) |
Дата добавления: 2014-02-28; просмотров: 1099; Нарушение авторских прав

Мы поможем в написании ваших работ!