Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Прессовые формовочные машины
Состав литейных линий.
В состав формовочных литейных линий входят следующие виды оборудования:
1. Формовочный агрегат – один или несколько.
2. Кантователи опок и форм.
3. Сборщики форм.
4. Стержнеукладчики.
5. Распаровщики.
6. Грузоукладчики.
7. Заливочные автоматы.
8. Выбивные комплексы.
9. Транспортные средства.
10. Перестановщики.
Типовые литейные линии имеют следующие рабочие участки:
1. Формовочный. На этом участке осуществляют изготовление полуформ, простановку стержней, сборку формы.
2. Заливочный. На этом участке формы нагружают и заливают металлом.
3. Охладительный. Здесь залитые в формах отливки охлаждаются. Охладительный участок перекрывается кожухом из листовой стали с присоединенными к нему трубами для отсоса выделяющихся из форм газов. Длина этого участка зависит от технологически необходимой продолжительности охлаждения залитых форм (это самый длинный участок).
4. Выбивной. Здесь производят выбивку отливок и распаровку опок.
При прессовании формовочная смесь сжимается между модельной плитой и прессовой головкой.
Основной недостаток прессования – относительно низкая равномерность уплотнения высоких форм. С повышением давления прессования равномерность уплотнения уменьшается, но при этом уменьшается и газопроницаемость. Поэтому чистое прессование применяют для относительно низких опок до 250 мм.
Существует три способа прессования:
1. Верхнее.
2. Нижнее.
3. Двустороннее.
При верхнем прессовании смеси (рис. 1.37) на рабочем столе 5 прессовой машины монтируют плиту с моделью 4. На модельную плиту устанавливают опоку 3 по контрольным штырям 6 и наполнительную рамку 2. Выше наполнительной рамки находится траверса с прессовой колодкой 1.
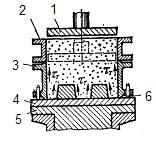
Рисунок 1.37 – Схема верхнего прессования.
При подъеме стола прессовая колодка 1 входит внутрь наполнительной рамки, вытесняя из нее формовочную смесь в опоку. Нижняя плоскость колодки в конце прессования доходит до уровня верхней кромки опоки. На некоторых прессовых машинах опускается траверса с прессовой колодкой, а стол машины остается на месте.
При нижнем прессовании смеси (рис. 1.38) стол 1 с модельной плитой 2 перемещается вертикально относительно наполнительной рамки 4. Модель перед прессованием располагается ниже верхней плоскости рамки 4, на которую устанавливают опоку 3.
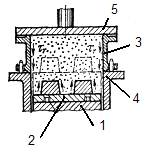
Рисунок 1.38 – Схема нижнего прессования.
После заполнения опоки формовочной смесью над ней устанавливают траверсу 5. При подъеме стола смесь из рамки 4 впрессовывается в опоку снизу. Формовочная смесь в опоке прессуется моделью 2 при ее движении вверх. Ход стола должен быть равен высоте Н слоя смеси, для того чтобы в конце прессования плоскость модельной плиты совпала с плоскостью разъема опоки.
Двустороннее прессование объединяет два, выше рассмотренных, способа. Оно может осуществляться одновременно или последовательно.
Наиболее широко применяют верхнее прессование и верхнюю подпрессовку форм, так как при нижнем прессовании вследствие попадания формовочной смеси между столом и рамкой быстро изнашиваются трущиеся поверхности. Кроме того, затрудняется переналадка формовочных машин на другой размер опоки.
| <== предыдущая страница | | | следующая страница ==> |
| Оборудование формовочных отделений | | | Общая компоновка прессовых формовочных машин |
Дата добавления: 2014-03-21; просмотров: 669; Нарушение авторских прав

Мы поможем в написании ваших работ!