Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Инжекционное формование. Литье под давлением реактопластов
Инжекционное формование —
— (инжекционно-прессовой метод литья) используется при изготовлении крупных деталей с большими поверхностями и тонкими стенками. При этом требуется, как правило, высокое давление для обеспечения большой длины течения и для уплотнения расплава в форме. При формовании таких деталей возникает опасность раскрытия формы, если усилие формования превысит усилие запирания формы. Кроме этого, при литье крупногабаритных изделий в формующей полости возникают значительные перепады давлений, так как заполнение формы сопровождается существенным падением давления расплава в ее периферийных частях, что приводит к большой неоднородности в ориентации макромолекул и вызывает эффект разнопрочности изделия, то есть ухудшение его физико-механических свойств.
Эти трудности удается преодолеть, применяя особый способ литья под давлением, так называемое, инжекционное прессование. Сущность этого способа заключается в том, что формование детали осуществляется не только за счет усилия инжекционного узла, но и усилия запирания формы, то есть прессового узла. При инжекционном прессовании усилие и перемещение механизма запирания формы используются для формования материала и поддержания давления при его отверждении.
Конструкция литьевой формы с инжекционным прессованием показана на рис. 19.1.
Схема инжекционного прессования показана на рис. 19.2.
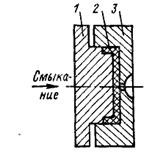
Рис. 19.1 Литьевая пресс-форма с инжекционным прессованием:
1 — подвижная плита; 2 —изделие; 3 —неподвижная плита
Пресс-форма состоит из подвижной 1и неподвижной 3плит, которые имеют двойные плоскости сопряжения, образующие некоторое подобие закрытой загрузочной камеры, и могут взаимно перемещаться друг относительно друга. Точно дозируемая масса расплава впрыскивается в неполностью сомкнутую пресс-форму и заполняет свободное пространство. Так как форма не сомкнута, то в формующей полости расстояние между плитами больше, чем толщина стенок, и расплав течет без больших перепадов давлений, при этом уменьшается его охлаждение и ориентация макромолекул снижается. После впрыска дозы расплава происходит смыкание формующих плит и подвижная плита 1входит в плиту 3, как пуансон в матрицу.
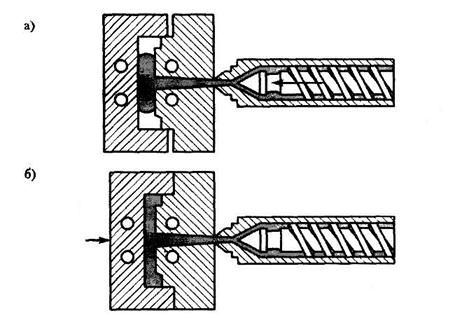 |
Рис. 19.2 Схема инжекционно-прессового литья:
а — заполнение формы инжекцией расплава; б — создание давления в форме усилием узла смыкания
Вследствие создания усилия смыкания в форме возникает необходимое давление, под действием которого происходит сжатие расплава. В данной конструкции пресс-формы можно также использовать точечный литник. Применение инжекционного литья позволяет значительно сократить технологический цикл литья, уменьшить расход полимера и снизить трудоемкость изготовления изделий. Основное же преимущество данного метода заключается в повышении качества изделий — уменьшается коробление, снижается анизотропия усадки и прочности. Это достигается благодаря тому, что компенсация изменения объема расплава при охлаждении осуществляется без применения подпитки — только за счет сближения плит формы.
| <== предыдущая страница | | | следующая страница ==> |
| Особенности технологического процесса, обусловленные конструкцией формы | | | Существуют различные разновидности способа литья под давлением на литьевых машинах с червячной пластикацией |
Дата добавления: 2014-05-17; просмотров: 1056; Нарушение авторских прав

Мы поможем в написании ваших работ!