Главная страница Случайная лекция

Мы поможем в написании ваших работ!
Порталы:
БиологияВойнаГеографияИнформатикаИскусствоИсторияКультураЛингвистикаМатематикаМедицинаОхрана трудаПолитикаПравоПсихологияРелигияТехникаФизикаФилософияЭкономика

Мы поможем в написании ваших работ!
Метод групповой взаимозаменяемости (селективная сборка)
Сущность метода групповой взаимозаменяемости заключается в изготовлении деталей со сравнительно широкими технологически выполнимыми допусками, выбираемыми из соответствующих стандартов, в сортировке деталей на равное число групп с более узкими групповыми допусками и сборке их (после комплектования) по одноименным группам. Такая сборка называется селективной. Метод групповой взаимозаменяемости применяют тогда, когда средняя точность размеров цепи получается очень высокой и экономически неприемлемой.
При селективной сборке (в посадках с зазором и натягом) наибольшие зазоры и натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к среднему значению зазора или натяга для данной посадки, что делает соединения более стабильными и долговечными (рис. 2). В переходных посадках наибольшие натяги и зазоры уменьшаются, приближаясь с ростом числа групп сортировки к тому натягу или зазору, который соответствует серединам полей допусков деталей.
Для установления числа групп n сортировки деталей необходимо знать либо требуемые предельные значения групповых зазоров или натягов, которые находят из условия обеспечения наибольшей долговечности соединения, либо допустимую величину группового допуска TDGr или TdGr, определяемую экономической точностью сборки и сортировки деталей, а также величиной возможного отклонения их формы. Отклонения формы не должны превышать группового допуска, иначе одна и та же деталь может попасть в одну или в другую ближайшую группу в зависимости от тог в каком сечении будет измерена деталь при сортировке.
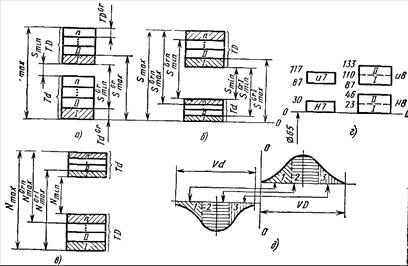
Рис.2. Схемы сортировки деталей на группы:
а — при TD = Td; б — при TD > Td (а и б — посадки с зазором); в — при TD > Td
г — при TD = Td (в и г — посадки с натягом); д — с учетом кривых распределения
Рассмотрим случай определения числа n групп, когда в исходной посадке TD = Td. Для этого случая характерно, что групповой зазор или натяг остаются постоянными при переходе от одной группы к другой (рис. 2, а). При сборке деталей для повышения долговечности подвижных соединений необходимо создавать наименьший допускаемый зазор, а для повышения надежности соединений с натягом — наибольший допускаемый натяг. Подсчитывать число n групп можно по уравнениям
при заданном S^'m (для подвижной посадки)

при заданном NGrmax (для посадки с натягом)

При заданной величине группового допуска TDGr или TdGr

При TD > Td групповой зазор (или натяг) при переходе от одной группы к другой не останется постоянным (рис.2. б, в); следовательно, однородность соединений не обеспечивается, поэтому селективную сборку целесообразно применять при TD = Td.
Следует также иметь в виду, что при большом числе групп сортировки групповой допуск будет незначительно отличаться от допуска при меньшем числе групп, а организация контроля и сложность сборки значительно возрастут. Практически nmax = 4 + 5, и лишь в подшипниковой промышленности при' сортировке тел качения n достигает 10 и более.
Селективную сборку применяют в сопряжениях не только гладких деталей цилиндрической формы, но и более сложных по форме (например, резьбовых). По содержанию она всюду одинакова. Селективная сборка позволяет в n раз повысить точность сборки (точность соединения) без уменьшения допусков на изготовление деталей или обеспечить заданную точность сборки (точность соединения) при расширении допусков до экономически целесообразных величин.
Вместе с тем селективная сборка имеет недостатки: усложняется контроль (требуются больший штат контролеров, более точные измерительные средства, контрольно-сортировочные автоматы); растет трудоемкость процесса сборки (в результате создания сортировочных групп); возможно увеличение незавершенного производства вследствие разного числа деталей в парных группах.
Селективная сборка обеспечивает неполную, групповую взаимозаменяемость, ввиду чего этот метод используют обычно в условиях завода-изготовителя при обеспечении внутренней взаимозаменяемости. Исключением являются, например, поршни, поршневые пальцы к двигателям внутреннего сгорания и некоторые другие запасные части.
Применение селективной сборки целесообразно в массовом и крупносерийном производствах для соединений высокой точности, когда дополнительные затраты на сортировку, маркировку, сборку и хранение деталей по группам окупаются высоким качеством изделий. При производстве подшипников качения и сборке ответственных резьбовых соединений с натягом селективная сборка является единственным экономически целесообразным методом обеспечения требуемой точности.
| <== предыдущая страница | | | следующая страница ==> |
| Лекция 12. Методы расчета размерных цепеЙ. Методы расчета, обеспечивающие полную взаимозаменяемость | | | Лекция 13. Механизация технологических процессов обработки яиц |
Дата добавления: 2014-05-19; просмотров: 1252; Нарушение авторских прав

Мы поможем в написании ваших работ!